鄧小珍1 ,肖兵1 ���,任重2
(1. 南昌工程學(xué)院 江西省精密驅(qū)動(dòng)與控制重點(diǎn)實(shí)驗(yàn)室,江西 南昌 330099��;2. 江 西科技師范大學(xué) 江西省光電子與通信重點(diǎn)實(shí)驗(yàn)室���,江西 南昌 330038)
摘要: 擠出成型是聚合物加工領(lǐng)域出現(xiàn)得較早且應(yīng)用最廣泛的技術(shù)之一���,聚合物傳統(tǒng)擠出成型過(guò)程中存在的擠出脹大�����、扭曲變形等問(wèn)題嚴(yán)重阻礙了該技術(shù)的進(jìn)一步發(fā)展及其推廣應(yīng)用���。聚合物氣輔擠出是本世紀(jì)初發(fā)展起來(lái)的一種新型成型工藝���,通過(guò)在口模內(nèi)壁與熔體表面間形成穩(wěn)定的氣墊膜層��,使熔體以完全滑移非粘著方式擠出成型���,改善了口模內(nèi)熔體的流場(chǎng)分布,從而有效減小甚至消除了傳統(tǒng)擠出過(guò)程中存在的影響制品質(zhì)量的固有問(wèn)題���。該技術(shù)因具有節(jié)能、環(huán)保��、改善制品質(zhì)量等優(yōu)良特性���,自問(wèn)世以來(lái)即受到聚合物加工領(lǐng)域諸多學(xué)者的廣泛關(guān)注�,相關(guān)研究成果對(duì)豐富和發(fā)展聚合物成型理論及其加工技術(shù)的進(jìn)一步推廣應(yīng)用均具有重要的科學(xué)意義和工程價(jià)值。本文綜述了聚合物氣輔擠出成型問(wèn)世以來(lái)國(guó)內(nèi)外研究進(jìn)展���,主要介紹了該技術(shù)的成型機(jī)理和成型裝置,氣體輔助單層擠出��、雙層共擠�、微管擠出及氣墊膜層等方面的研究方法與研究成果,并在綜述現(xiàn)有的研究基礎(chǔ)上展望了氣輔擠出成型的研究趨勢(shì)�。
關(guān)鍵詞: 聚合物�;氣體輔助技術(shù)��;擠出脹大�;氣墊膜層
擠出成型是聚合物加工中出現(xiàn)較早的一門(mén)技術(shù)��,經(jīng)過(guò)一個(gè)多世紀(jì)的發(fā)展�����,因其生產(chǎn)效率高、適應(yīng)性強(qiáng)�、用途廣泛�����,已成為聚合物加工領(lǐng)域中生產(chǎn)品種最多、產(chǎn)量最大�����、變化最多的加工方法之一��,然而,傳統(tǒng)擠出成型產(chǎn)生的擠出脹大[1]��、“鯊魚(yú)皮”現(xiàn)象[2]�、扭曲變形[3]、黏性包圍[4] ���、界面不穩(wěn)定[5]等問(wèn)題嚴(yán)重影響了制品質(zhì)量,制約了該項(xiàng)技術(shù)的進(jìn)一步發(fā)展�。為解決上述難題���,提高聚合物擠出產(chǎn)品質(zhì)量�,行內(nèi)研究者將氣體作為輔助介質(zhì)引入擠出成型��,形成全新的聚合物氣體輔助擠出成型技術(shù)(簡(jiǎn)稱氣輔擠出)�����。氣輔擠出因在口模內(nèi)壁與聚合物熔體表面間形成了穩(wěn)定氣墊膜層,對(duì)熔體流動(dòng)起到潤(rùn)滑作用,使得口模內(nèi)熔體的速度場(chǎng)趨于均勻一致,剪切速率和應(yīng)力值趨于零�,熔體呈柱塞狀擠出���。因具有節(jié)能��、環(huán)保和改善制品質(zhì)量等優(yōu)勢(shì),氣輔擠出自問(wèn)世以來(lái)備受相關(guān)領(lǐng)域研究者的關(guān)注�,成為聚合物加工領(lǐng)域的研究熱點(diǎn)��,研究者們開(kāi)展了大量的研究工作,取得了豐碩研究成果?����,F(xiàn)有公開(kāi)發(fā)表文獻(xiàn)表明�����,與傳統(tǒng)擠出相比,氣輔擠出能有效消除擠出脹大和翹曲或偏轉(zhuǎn)變形��,減少黏性包圍和界面不穩(wěn)定等固有問(wèn)題,還能明顯節(jié)能減耗,提高聚合物制品生產(chǎn)效率[6, 7]�。
1 氣體輔助擠出成型機(jī)理
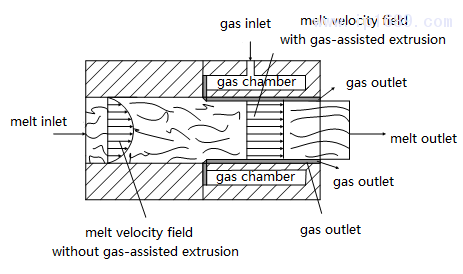
傳統(tǒng)擠出時(shí)��,黏彈熔體在口模內(nèi)作剪切流動(dòng)時(shí),擠出脹大現(xiàn)象隨著法向應(yīng)力差和剪切速率的增大而增大,且剪切速率在熔體破裂前達(dá)到最大值[8]���,而氣輔擠出是基于完全滑移非粘著擠出成型機(jī)理,由氣體輔助裝置將氣體以低速注入熔體與口模壁面之間,形成穩(wěn)定氣墊膜層�,使熔體在口模內(nèi)的流動(dòng)為完全滑移流動(dòng)�,從而使得口模內(nèi)熔體速度場(chǎng)趨于均勻一致��,口模出口處的剪切速率趨于零值��,熔體呈柱塞狀擠出,如 Fig. 1 所示。
2 氣體輔助擠出口模結(jié)構(gòu)
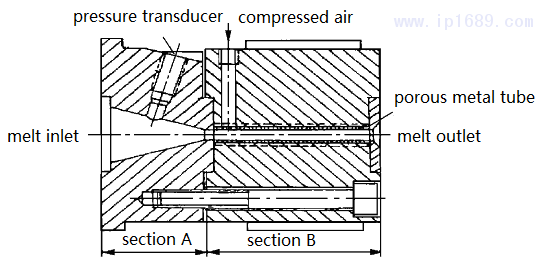
氣輔擠出口模結(jié)構(gòu)對(duì)形成穩(wěn)定的氣墊膜層至關(guān)重要,將氣體引入口模的方式主要有2種:一是多孔金屬管進(jìn)氣法;二是縫隙進(jìn)氣法���。多孔金屬管進(jìn)氣口模如 Fig.2 所示,圖中A段為進(jìn)料段,B段為氣輔擠出段�,其中B段包含1個(gè)孔徑0.5μm的粉末冶金套管���,氣體能經(jīng)過(guò)多孔粉末冶金套管進(jìn)入到口模壁面與熔體表面之間�����,形成穩(wěn)定的氣墊膜層。多孔金屬管進(jìn)氣時(shí)��,熔體容易將金屬管的微小進(jìn)氣孔隙堵塞���,且堵塞孔隙的熔體很難清理�,影響后續(xù)氣墊膜層的有效形成。此外,多孔金屬管進(jìn)氣口模內(nèi)氣體壓力在氣體入口與出口區(qū)域內(nèi)是相等的��,而口模內(nèi)熔體內(nèi)應(yīng)力在氣體入口與出口區(qū)域內(nèi)是逐漸減小的���,口模內(nèi)氣體壓力與熔體內(nèi)應(yīng)力的不平衡將影響擠出制品表面質(zhì)量�,因此,此種進(jìn)氣方法目前研究較少。
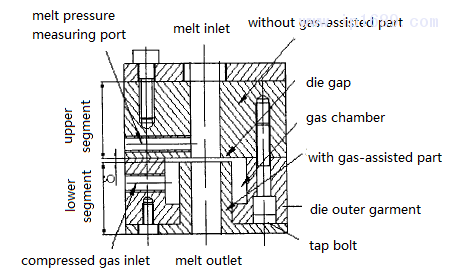
縫隙進(jìn)氣法口模由上�、下兩部分組成,上部分為傳統(tǒng)擠出段�,下部分為氣輔擠出段���,如 Fig.3 所示�,上��、下兩部分之間有δ=0.1mm的環(huán)形縫隙��,下部分有一氣室,氣體先進(jìn)入氣室再由環(huán)形縫隙進(jìn)入口模�,在口模壁面與熔體表面之間形成穩(wěn)定的氣墊膜層�����。縫隙進(jìn)氣時(shí)�,熔體不容易堵塞進(jìn)氣縫隙��,即使堵塞,也容易清理縫隙中的熔體���,此外,氣體壓力與熔體內(nèi)應(yīng)力都是從氣輔擠出入口處到出口處逐漸減小的���,兩者容易達(dá)到平衡,使得擠出物表面質(zhì)量良好�����,因此�����,目前氣輔擠出相關(guān)研究中大多使用縫隙進(jìn)氣法��。
3 圓形棒材氣輔擠出
1987年,Brzoskowski等[10]為減小橡膠擠出成型過(guò)程中口模內(nèi)橡膠熔體的流動(dòng)阻力�����,首次將壓縮空氣作為輔助介質(zhì)引入橡膠擠出成型��,他們采用多孔金屬管把壓縮空氣引入口模內(nèi)壁與橡膠熔體表面之間,形成穩(wěn)定的氣墊膜層���。穩(wěn)定氣墊膜層的形成對(duì)熔體流動(dòng)起到潤(rùn)滑作用,大大減小了口模內(nèi)橡膠熔體的流動(dòng)阻力,降低了口模壓降,減小了橡膠的擠出脹大率,同時(shí)能有效提高橡膠擠出生產(chǎn)效率和產(chǎn)品質(zhì)量��。隨后�����,錢(qián)百年等[12]采用多孔金屬 管進(jìn)氣法將壓縮空氣引入口模�����,對(duì)短纖維增強(qiáng)膠管擠出進(jìn)行了數(shù)值模擬和實(shí)驗(yàn)研究�����,結(jié)果表明,氣體輔助技術(shù)不僅能明顯降低機(jī)頭阻力�,提高擠出產(chǎn)量�,降低擠出膨脹程度���,還能成功消除物料出口后產(chǎn)生的扭轉(zhuǎn)變形��。
2001年�����,Liang等[13]首次采用縫隙進(jìn)氣法將氮?dú)庖敫呙芏染垡蚁?HDPE) 圓形棒材和狹縫形片材的擠出成型,實(shí)驗(yàn)研究結(jié)果表明�����,不論是圓形還是狹縫形口模�,氣體輔助技術(shù)均能有效減小口模壓降和擠出脹大率�����,提高產(chǎn)品產(chǎn)量��。為驗(yàn)證口模內(nèi)氣墊膜層使熔體產(chǎn)生完全滑移流動(dòng)的假設(shè),他們將氣墊膜層簡(jiǎn)化成完全滑移邊界條件�����,采用Polyflow軟件對(duì)圓形棒材和狹縫形片材進(jìn)行了二維等溫?cái)?shù)值模擬研究���,數(shù)值模擬與實(shí)驗(yàn)研究結(jié)果一致�。此后,黃興元[11] 以過(guò)濾后的壓縮空氣為輔助介質(zhì)�,采用縫隙進(jìn)氣法對(duì) HDPE圓形棒材氣輔擠出進(jìn)行了系統(tǒng)的實(shí)驗(yàn)和理論研究�����,研究結(jié)果表明,與傳統(tǒng)擠出相比,氣輔擠出基本可以消除擠出脹大行為��,大幅降低口模壓降�����。肖建華[14]以HDPE���,PP和ABS的圓形棒材氣輔擠出為對(duì)象��,研究了氣輔擠出縮小現(xiàn)象及口模入口幾何構(gòu)型和滑移段長(zhǎng)度(即氣輔段長(zhǎng)度) 對(duì)氣輔擠出脹大的影響,研究結(jié)果表明,提高氣體溫度至熔體溫度��,可在根本上消除半固態(tài)熔膜引起的擠出縮小現(xiàn)象�,而適當(dāng)降低熔體擠出溫度和采用淋浴設(shè)施相結(jié)合的方法則可消除熔垂現(xiàn)象引起的擠出縮小問(wèn)題���;流線型口模比非流線型口模在擠出壓力�、流動(dòng)速度和應(yīng)力集中等方面均有明顯優(yōu)勢(shì);延長(zhǎng)滑移段長(zhǎng)度可減小擠出脹大�,獲得精確的外形尺寸���,此外�����,還能降低擠出壓力,減小應(yīng)力集中�,提高擠出制品表觀質(zhì)量���。
4 異型材氣輔擠出
在圓形棒材成功實(shí)現(xiàn)氣輔擠出的研究基礎(chǔ)上�����,盧臣[15]基于Phan-Thien-Tanner (PTT) 本構(gòu)方程運(yùn)用Polyflow軟件對(duì)T形異型材氣輔擠出實(shí)現(xiàn)了三維等溫?cái)?shù)值模擬�,并選用LDPE材料進(jìn)行了實(shí)驗(yàn)驗(yàn)證�,研究結(jié)果表明,對(duì)于T形異型材,氣體輔助技術(shù)仍能有效減小擠出脹大和口模壓降�,說(shuō)明氣輔擠出具有廣泛的適應(yīng)性�,對(duì)于不同物性的材料和口模構(gòu)型均能成功實(shí)現(xiàn)氣輔擠出�。李萍[16]對(duì)“工”形和鋼骨架塑料復(fù)合管氣輔擠出進(jìn)行了數(shù)值模擬研究,周?chē)?guó)發(fā)等[17]對(duì)馬鞍形異型材氣輔擠出進(jìn)行了數(shù)值模擬研究, Ren 等[7, 18]對(duì)中空方形管材和 L 形管材氣輔擠出進(jìn)行數(shù)值模擬研究�,他們的研究結(jié)果一致表明�,由于氣墊層的減黏降阻作用�,異型材氣輔擠出過(guò)程中,各偏應(yīng)力分量、切剪速率、第一和第二法向應(yīng)力差及口模壓降均遠(yuǎn)小于傳統(tǒng)擠出�,故氣輔擠出能明顯消除異型材的擠出脹大和翹曲變形�,還能起到節(jié)能減耗的作用�,說(shuō)明氣輔擠出不僅可實(shí)現(xiàn)異型材擠出制品尺寸的精確自動(dòng)控制,還能有效解決異型材擠出口模難于設(shè)計(jì)的技術(shù)難題,這對(duì)氣輔擠出的推廣應(yīng)用具有重要意義�。
尹洪娜等[19]基于PTT黏彈本構(gòu)方程運(yùn)用Polyflow構(gòu)建了描述線纜包覆擠出流動(dòng)的數(shù)值模型�,對(duì)線纜包覆傳統(tǒng)擠出和氣輔擠出進(jìn)行了數(shù)值模擬研究�,研究結(jié)果表明,與棒材和各種截面形狀異型材的氣輔擠出不同,線纜包覆氣輔擠出不能消除傳統(tǒng)擠出過(guò)程中的擠出脹大�,但氣輔技術(shù)仍然成功運(yùn)用于線纜包覆擠出�,且能有效降低口模壓降�,減小能耗�,還能有效降低口模出口處的剪切應(yīng)力,提高線纜包覆表面質(zhì)量�。
5 氣體輔助共擠出成型
為解決聚合物傳統(tǒng)共擠產(chǎn)生的擠出脹大�、黏性包圍和層間界面不穩(wěn)定等問(wèn)題�,推動(dòng)共擠技術(shù)的進(jìn)一步發(fā)展,南昌大學(xué)柳和生課題組在多年單層氣輔擠出數(shù)值模擬與實(shí)驗(yàn)研究基礎(chǔ)上�,將氣體輔助技術(shù)應(yīng)用于聚合物共擠成型�,并進(jìn)行了深入系統(tǒng)的研究�。黃益賓[9]以30mm×20mm 矩形疊層共擠為對(duì)象,研制了氣輔共擠成型實(shí)驗(yàn)系統(tǒng)�,研究了矩形疊層氣輔共擠過(guò)程中�,穩(wěn)定氣墊膜層形成條件和影響因素以及各工藝參數(shù)對(duì)擠出脹大�、黏性包圍及界 面穩(wěn)定性的影響。鄧小珍[20]設(shè)計(jì)了L形截面異型材疊層和包覆氣輔共擠口模�,基于PTT黏彈本構(gòu)模型建立了“氣-液-液”多相流L形異型材共擠成型機(jī)理模型�,并對(duì)L形異型材疊層和包覆共擠成型進(jìn)行了深入系統(tǒng)的理論和實(shí)驗(yàn)研究�。陳璐璐[21]對(duì)Y形截面異型材包覆 氣輔共擠進(jìn)行了數(shù)值模擬和實(shí)驗(yàn)研究。研究結(jié)果表明�,氣輔共擠能有效減小甚至消除傳統(tǒng)共擠產(chǎn)生的擠出脹大和口模外的扭轉(zhuǎn)或偏轉(zhuǎn)變形�,能改善黏性包圍和界面不穩(wěn)定現(xiàn)象�,且與物料特性無(wú)關(guān),即氣體輔助技術(shù)能較好適應(yīng)各種聚合物物料的共擠出成型�;能有效降低口模壓降�,在相同能耗下�,氣輔共擠產(chǎn)量比傳統(tǒng)共擠大,產(chǎn)量的增幅與物料黏度有關(guān)�,黏度越大增幅越大�。
此外�,鄧小珍等[22]還對(duì)曲線型異型材包覆氣輔共擠進(jìn)行了三維數(shù)值研究,相對(duì)傳統(tǒng)共擠�,氣輔共擠制品的擠出脹大�、偏轉(zhuǎn)(扭轉(zhuǎn))變形現(xiàn)象以及口模內(nèi)熔體速度場(chǎng)�、壓力場(chǎng)、剪切速率和應(yīng)力場(chǎng)等的分布均與芯殼熔體的物性無(wú)關(guān)�,能實(shí)現(xiàn)制品截面與口模截面保持一致�,即氣輔共擠能實(shí)現(xiàn)聚合物復(fù)合制品的精密自動(dòng)成型�。
6 氣體輔助微擠出成型
近年來(lái),隨著微/納米科學(xué)技術(shù)的蓬勃發(fā)展�,產(chǎn)品逐漸向小型化�、微型化�、精密化方面發(fā)展,聚合物氣輔擠出成型研究也逐漸趨于微量化�,目前�,公開(kāi)發(fā)表文獻(xiàn)關(guān)于氣輔微擠出的研究主要集中于塑料微管的擠出成型�,旨在解決傳統(tǒng)塑料微管擠出過(guò)程中產(chǎn)生的離模膨脹、熔體破裂和擠出變形等固有問(wèn)題�。
黃楚曄[23]基于Bird-Carreau純黏本構(gòu)模型運(yùn)用Polyflow 軟件對(duì)單腔微管氣輔擠出過(guò)程進(jìn)行了有限元研究�,并與傳統(tǒng)微管擠出進(jìn)行了對(duì)比分析�,任重等[24-26]設(shè)計(jì)了塑料單腔微管氣輔擠出口模,基于Bird-Carreau純黏本構(gòu)方程和PTT 黏彈本構(gòu)方程建立了“氣-液-氣”多相分層流動(dòng)單腔微管氣輔擠出成型機(jī)理模型�,并對(duì)單腔微管傳統(tǒng)擠出和氣輔擠出進(jìn)行了系統(tǒng)深入的理論分析和實(shí)驗(yàn)研究�,研究結(jié)果表明�,氣體輔助技術(shù)可不受擠出物料特性和各工藝參數(shù)的影響�,有效消除口模內(nèi)壁、芯棒外壁及口模出口處塑料熔體的剪切應(yīng)力和第一法向應(yīng)力�,從而克服傳統(tǒng)微管擠出中由剪切應(yīng)力和第一法向應(yīng)力引起的擠出脹大�、熔體破裂和扭曲變形等缺陷�,有效提高微管表面光潔度和透明度。Ren[27]對(duì)內(nèi)外半徑分別為1.5mm 和1.8mm的四腔微管氣輔擠出進(jìn)行了數(shù)值模擬�,結(jié)果表明�,氣輔擠出中熔體的徑向速度�、口模壓降、剪切速率和第一法向應(yīng)力差趨于零值�,而熔體軸向速度均勻一致�,這有利于消除擠出脹大�,實(shí)現(xiàn)四腔微管精密擠出成型。
李福成[28]研究了醫(yī)用雙腔和五腔導(dǎo)管擠出流動(dòng)行為�,研究結(jié)果表明�,氣體輔助技術(shù)可使多腔導(dǎo)管擠出過(guò)程中的剪切變形速率和第二法向應(yīng)力差趨于零值�,從而消除徑向二次流動(dòng),達(dá)到調(diào)控醫(yī)用多腔導(dǎo)管擠出脹大和橢圓度誤差的目的�,實(shí)現(xiàn)多腔導(dǎo)管的精密擠出成型�。陳思維[29]選用醫(yī)用級(jí)TPU為擠出材料�,氮?dú)鉃檩o助介質(zhì),進(jìn)行了直徑為1mm的細(xì)絲氣輔擠出實(shí)驗(yàn)研究和CAE理論分析�,研究結(jié)果表明�,在適宜的工藝條件范圍內(nèi)�,醫(yī)用級(jí)TPU細(xì)絲氣輔擠出能有效降低擠出口模內(nèi)的壓力降和第一法向應(yīng)力差,能有效消除細(xì)絲傳統(tǒng)擠出產(chǎn)生的擠出脹大�,減小擠出過(guò)程的功耗�,還能有效改善擠出物表觀質(zhì)量�。周友明[30]研制了直徑1 mm的細(xì)絲氣輔擠出機(jī)頭和內(nèi)外直徑分別為1.4 mm和2.0mm的單腔微管擠出機(jī)頭�,選用熱塑性彈性體TPE為擠出材料�,氮?dú)鉃檩o助介質(zhì),進(jìn)行了系統(tǒng)的實(shí)驗(yàn)研究�,結(jié)果表明�,細(xì)絲擠出過(guò)程中�,氣體輔助能有效減小擠出脹大率,對(duì)制品表面粗糙度也有較大的改善作用�,但對(duì)制品拉伸強(qiáng)度沒(méi)有明顯改善�;單腔微管擠出過(guò)程中�,采用內(nèi)外雙層氣輔比采用內(nèi)層(單層)氣輔擠出效果要好,在合理的工藝條件下�,采用內(nèi)外雙層氣輔擠出可實(shí)現(xiàn)TPE單腔微管的精密擠出成型�。王嫘等[31, 32]在對(duì)縱向單通道和三通道矩形微管擠出研究中發(fā)現(xiàn)�,引入氣體輔助技術(shù)可有效抑制矩形微管寬度方向的離模膨脹,同時(shí)減小中央通道的長(zhǎng)寬比�,使注氣壓差較大時(shí)的通道均勻性高于傳統(tǒng)擠出�。
7 氣墊膜層研究
不論是單層擠出還是多層共擠�,穩(wěn)定氣墊膜層的形成是成功實(shí)現(xiàn)氣輔擠出的關(guān)鍵,因此�,研究氣輔擠出離不開(kāi)對(duì)氣墊膜層的研究�。實(shí)驗(yàn)研究表明�,氣體壓力�、氣體溫度和氣墊層厚度對(duì)擠出成型過(guò)程和擠出物表面質(zhì)量均有較大影響,如Fig.4和Fig.5所示(熔體壓力為0.1 MPa�,熔體溫度為190℃)�,在其他工藝條件相同時(shí)�,當(dāng)氣體壓力和溫度與熔體壓力和溫度接近時(shí),較容易形成穩(wěn)定的氣墊膜層�,此條件下擠出的產(chǎn)品表面質(zhì)量最佳�,在其他氣體壓力和溫度范圍內(nèi)也能形成氣墊膜層�,但所形成的氣墊膜層容易受外界因素影響而遭破壞,且擠出產(chǎn)品表面質(zhì)量欠佳�。


理論研究方面�,早期的研究在構(gòu)建描述氣輔擠出流動(dòng)行為的機(jī)理模型時(shí)�,均將口模壁面與熔體表面間的氣墊膜層簡(jiǎn)化成完全滑移邊界條[13, 33],這無(wú)法從理論上揭示氣墊膜層對(duì)聚合物擠出成型的影響機(jī)理。為從理論上分析氣墊膜層對(duì)擠出成型的影響,鄧小珍等[34, 35]將氣體簡(jiǎn)化為廣義牛頓流體作為獨(dú)立流動(dòng)層構(gòu)建了L形截面異型材“氣-液-液”共擠成型 三維黏彈機(jī)理模型�,進(jìn)行了較為全面的理論研究�,并與將氣體層簡(jiǎn)化為完全滑移邊界條件 的理論研究結(jié)果進(jìn)行了對(duì)比分析�,結(jié)果表明,口模內(nèi)氣體入口設(shè)在兩熔體匯合后3~5mm處可有效解決復(fù)合制品界面結(jié)合處容易產(chǎn)生氣槽的問(wèn)題;在形成穩(wěn)定氣墊膜層的氣壓范圍內(nèi)�,較薄的氣墊層厚�、較小的氣體壓力和較大的熔體流率有利于保證復(fù)合制品尺寸精度和產(chǎn)品質(zhì)量�;將氣墊層作為獨(dú)立流動(dòng)層和簡(jiǎn)化為完全滑移邊界條件兩種不同情況,其速度、壓力、應(yīng)力和溫度等流場(chǎng)分布基本一致,但口模出口端面熔體邊界形貌略有不同,結(jié)合實(shí)驗(yàn)驗(yàn)證結(jié)果,將氣墊層作為獨(dú)立流動(dòng)層適合于氣體工藝參數(shù)對(duì)擠出成型流場(chǎng)分布影響的研究,而研究氣體輔助技術(shù)對(duì)熔體邊界和層間界面形貌影響時(shí)�,可將氣體層簡(jiǎn)化成完全滑移邊界條件構(gòu)建機(jī)理模型�。
任重等[36]基于氣體的可壓縮性�,建立了方形截面型材“氣-液”兩相流模型,進(jìn)行了非等溫黏彈有限元分析,結(jié)果表明�,氣體壓力對(duì)聚合物熔體擠出具有較大影響�,氣體壓力越大�,熔體的速度、壓力、法向應(yīng)力差和形貌收縮程度等均顯著增大,因此�,若為提高擠出產(chǎn)量�,可適當(dāng)增大氣體壓力�,但為保證產(chǎn)品形貌和尺寸精度,在成功實(shí)現(xiàn)氣輔擠出前提 下,應(yīng)盡量降低氣體壓力�。劉同科等[37-39]建立了內(nèi)外雙層氣墊作用的“氣-液-氣”微管擠出機(jī)理模型�,進(jìn)行了有限元數(shù)值模擬和實(shí)驗(yàn)研究�,研究結(jié)果表明,在口模出口處,由于外氣墊層氣體進(jìn)入大氣�,瞬間減壓�,此時(shí)微管內(nèi)層氣壓大于外層氣壓�,因內(nèi)氣墊層氣體對(duì)微管的擠壓作用而產(chǎn)生的第一法向應(yīng)力差使得微管壁厚變薄,管徑增大�,他們采用將內(nèi)氣墊 層壓力先由小調(diào)大�,再由大調(diào)小的方法快速形成微管內(nèi)外雙層穩(wěn)定氣墊膜�,繼而實(shí)現(xiàn)塑料微管尺寸的精確控制,羅成等[40]則采用在芯棒上開(kāi)設(shè)排氣孔的方法來(lái)解決微管離開(kāi)口模后產(chǎn)生壁厚變薄和管徑增大的問(wèn)題�。
江詩(shī)雨等[41, 42]運(yùn)用理論和實(shí)驗(yàn)方法研究了4 mm×15mm片材水平方向氣輔擠出過(guò)程中上下氣墊膜層厚度對(duì)成型的影響�,研究結(jié)果表明�,片材上下層氣墊膜采用不同的厚度(上層0.25 mm、下層0.75 mm)可改善口模出處口熔體容易下垂的現(xiàn)象,且當(dāng)氣體入口壓力為0.1 MPa時(shí),擠出質(zhì)量最佳�,片材扁平透明,此外�,將氣墊層作為獨(dú)立流動(dòng)層構(gòu)建的“氣-液”片材機(jī)理模型可很好的研究氣墊層各工藝參數(shù)對(duì)熔體流場(chǎng)分布情況和擠出物輪廓的影響規(guī)律�。
8 結(jié)束語(yǔ)
聚合物氣輔擠出成型是21世紀(jì)初發(fā)展起來(lái)的一種新型加工方法�,因其廣泛的適應(yīng)性、獨(dú)特的加工優(yōu)勢(shì)和良好的發(fā)展前景�,該技術(shù)受到聚合物加工領(lǐng)域研究者的廣泛關(guān)注�。國(guó)內(nèi)外研究者對(duì)氣輔擠出開(kāi)展了大量的研究工作�,取得了豐碩的究成果,前期研究工作主要集中在宏觀尺寸的氣輔單層擠出和雙層共擠成型�,近年來(lái)�,隨著微納米科學(xué)技術(shù)的迅速發(fā)展�,氣輔擠出研究工作也逐漸向微擠出方向發(fā)展,現(xiàn)階段的氣輔擠出研究工作主要聚焦于醫(yī)用微管的精密擠出成型及氣墊膜層對(duì)擠出成型的影響機(jī)理�,研究?jī)?nèi)容側(cè)重于氣體輔助技術(shù)對(duì)制品外觀形貌和表面質(zhì)量的影響�,尚未涉及對(duì)制品微觀結(jié)構(gòu)和力學(xué)性能及光學(xué)性能的影響�,這有望成為未來(lái)的研究趨勢(shì)。
參考文獻(xiàn)
[1] Anand J S, Bhardwaj I S. Die swell behaviour of polypropylene-an experimental investigation[J]. RheologicaActa, 1980,19: 614-622.
[2] Inn Y W, Fischer R J, Shaw M T. Visual observation of development of sharkskin melt fracture inpolybutadiene extrusion[J]. Rheologica Acta, 1998, 37: 537-582.
[3] Collyer A A, France G H. Extrudate distortion studies of polystyrene using an extrusion rheometer[J]. Journal of Materials Science, 1980, 15: 2945-2949.
[4] Takase M, Kihara S, Funatsu K. Three-dimensional viscoelastic numerical analysis of the encapsulation phenomena in coextruaion[J]. Rheologica Acta, 1998, 37: 624-634.
[5] Tzoganakis C, Perdikoulias J. Interfacial instabilities in coextrusion flows of low-density polyethylenes: experimental studies[J]. Polymer Engineering and Science, 2000, 40: 1056- 1064.
[6] Liu H S, Deng X Z, Huang Y B, et al. Three-dimensional viscoelastic simulation of the effect of wall slip on encapsulation in the coextrusion process[J]. Journal of Polymer Engineering, 2013, 33: 625-632.
[7] Ren Z, Huang X Y. 3D Numerical simulation of the hollow square-typed polymer based on gas-assisted extrusion method[J]. Materials Science Forum, 2016, 861: 189- 194.
[8] Graessley W W, Glasscock S D, Crawley R L. Die swell in molten polymers[J]. Journal of Rheology, 1970, 14: 519-526.
[9] 黃益賓. 聚合物氣體輔助共擠成型的理論和實(shí)驗(yàn)研究[D].南昌: 南昌大學(xué)�,2011.
[10] Brzoskowskit R, White J L, Szydlowski W, et al. Air-lubricated die for extrusion of rubber compounds[J].Rubber Chemistry and Technology, 1987, 60: 945-956.
[11] 黃興元. 聚合物氣體輔助口模擠出成型的理論及實(shí)驗(yàn)研究[D]. 南昌:南昌大學(xué)�, 2006.
[12] 錢(qián)百年, 童玉清, 汪傳生, 等. 氣膜潤(rùn)滑剪切機(jī)頭及其在短纖維增強(qiáng)膠管中的應(yīng)用[J]. 橡膠工業(yè), 1997,44(6): 323-326.
[13] Liang R F, Mackley M R. The gas-assisted extrusion of molten polyethylene[J]. Journal of Rheology, 2001,45: 211-226.
[14] 肖建華. 用于精密擠出成型的氣輔擠出口模設(shè)計(jì)數(shù)值模擬和實(shí)驗(yàn)研究[D]. 南昌:南昌大學(xué)�, 2008.
[15] 盧臣. 塑料異型材氣輔擠出口模流動(dòng)的理論與實(shí)驗(yàn)研究[D]. 南昌:南昌大學(xué), 2007.
[16] 李萍. 聚合物氣體輔助擠出成型工藝及數(shù)值模擬[D]. 哈爾濱: 哈爾濱理工大學(xué)�,2010.
[17] 周?chē)?guó)發(fā), 周文彥, 胡晨章. 三維粘彈性異型材氣輔擠出成型過(guò)程的數(shù)值模擬研究[J]. 塑性工程學(xué)報(bào),2008, 15(5): 198-203.
[18] Ren Z, Huang X Y, Liu H S. 3D Numerical study on the hollow profile polymer extrusion forming based on the gas-assisted technique[C]//IOP Conference Series: Materials Science and Engineering.Hangzhou: IOP Publishing, 2016, 137: 012007.
[19] Yin H N, Huang X Y, Liu T K, et al. Effects of gas-assisted extrusion on slip in the cable coating process[J].Journal of Polymer Engineering, 2021, 41: 329-337.
[20] 鄧小珍. 塑料異型材氣體輔助共擠出成型的實(shí)驗(yàn)和理論研究[D]. 南昌:南昌大學(xué)�,2014.
[21]陳璐璐. Y 型截面塑料異型材氣輔共擠成型的數(shù)值模擬和實(shí)驗(yàn)研究[D]. 南昌:南昌大學(xué)�, 2016.
[22] 鄧小珍, 柳和生, 黃興元, 等. 氣體輔助工藝對(duì)曲線型異型材共擠成型的影響[J]. 高分子材料科學(xué)與工 程, 2015, 31(11): 119- 123.
[23]黃楚曄. 氣輔微管擠出數(shù)值模擬與模具設(shè)計(jì)[D]. 南昌:南昌大學(xué), 2016.
[24] Ren Z, Huang X Y, Xiong Z H. Experimental and numerical studies for the gas-assisted extrusion forming of polypropylene micro-tube[J]. International Journal of Material Forming, 2020, 13: 235-256.
[25] 任重, 黃興元, 柳和生. 塑料微管氣輔擠出成型實(shí)驗(yàn)與機(jī)理分析[J]. 材料導(dǎo)報(bào), 2020, 34(10): 20193-20198.
[26]任重. 塑料微管氣輔擠出成型理論及實(shí)驗(yàn)研究[D]. 南昌:南昌大學(xué)�, 2017.
[27] Ren Z. Numerical simulation of gas-assisted extrusion of four-lumen micro-catheter based on fem method[C]//Journal of Physics: Conference Series. IOP Publishing, 2020, 1622: 012050.
[28]李福成. 異型醫(yī)用多腔導(dǎo)管擠出離模膨脹變形機(jī)理與調(diào)控[D]. 南昌:南昌大學(xué)�, 2020.
[29]陳思維. 醫(yī)用級(jí) TPU 的氣輔微擠出成型過(guò)程研究[D]. 南昌:南昌航空大學(xué)�, 2017.
[30]周友明. 醫(yī)用導(dǎo)管的氣輔微擠出成型工藝研究[D]. 南昌:南昌航空大學(xué),2017.
[31] Wang L, Huang X, Zhao J X, et al. Production of high-aspect-ratio rectangular-lumen microtube by gas-assisted microextrusion[J]. Journal ofApplied Polymer Science, 2020, 137: 49352.
[32]王嫘. 聚合物矩形通道微管擠出成型及加工工藝研究[D]. 杭州:浙江大學(xué)�,2020.
[33] Arda D R, Mackley M R. Sharkskin instabilities and the effect of slip from gas-assisted extrusion[J].Rheologica Acta, 2005, 44: 352-359.
[34] 鄧小珍, 柳和生, 黃益賓, 等. 氣輔共擠精密成型中 2 種方法處理氣體層的比較[J]. 中南大學(xué)學(xué)報(bào)(自 然科學(xué)版) , 2016, 47(7): 2227-2234.
[35] Deng X Z, Liu H S. Three-dimensional viscoelastic numerical analysis of the effects of gas flow on L- profiled polymers[J]. Journal of Polymer Engineering, 2018, 38: 503-512.
[36] Ren Z, Huang X Y, Liu H S, et al. Numerical and experimental studies for gas assisted extrusion forming of molten polypropylene[J]. Journal of Applied Polymer Science, 2015, 132: 42682.
[37] Liu T K, Huang X Y, Luo C, et al. The formation mechanism of the double gas layer in gas-assisted extrusion and its influence on plastic micro-tube formation[J]. Polymers, 2020, 12: 1- 17.
[38] 劉同科, 黃興元, 柳和生, 等. 塑料微管氣輔擠出中內(nèi)氣墊層氣體的影響[J]. 高分子材料科學(xué)與工程,2020, 36(4): 75-86.
[39] Liu T K, Huang X Y, Ren Z, et al. Analysis of superimposed influence of double layer gas flow on gas-assisted extrusion of plastic micro-tube[J]. International. Polymer Processing, 2020, 2: 158- 168.
[40] Luo C, Huang X Y, Liu T K, et al. Research on inner gas inflation improvements in double-layer gas-assisted extrusion of micro-tubes[J]. Polymers, 2020, 12: 1- 17.
[41] Jiang S Y, Liu H S, Huang X Y, et al. Numerical and experimental studies on the effect of thicknessdifference between up and down gas layers on sheet polymer gas-assisted extrusion forming[J]. PolymerEngineering and Science, 2020, 60: 2470-2486.
[42] Jiang S Y, Liu H S, Huang X Y, et al. Improved die assembly for gas-assisted sheet extrusin using different up and down gas layer thicknesses[J]. Polymer Engineering and Science, 2021, 61: 1546- 1558.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













