-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







基于CAE 厚壁件注塑澆口優化設計
賀圣彥1.2,楚純朋2,鄧嬌2,曹中清1
( 1. 西南交通大學機械工程學院,四川成都610031; 2. 株洲時代新材料科技股份有限公司,湖南株洲421000)
摘要: 以厚壁件為研究對象,采用Moldflow 軟件,分析了不同的澆口類型及澆口數量對制品質量、型腔壓力、凍結率、體積收縮率、翹曲、熔接痕等的影響。仿真結果表明,采用熱流道澆注類型能有效改善厚壁制品收縮情況并提升產品成型精度,采用中心單澆口進膠方式可以減少熔接痕,并改善此厚壁制品的翹曲變形。這種基于CAE 的優化方法能縮短模具開發周期,減少成本浪費,提高了效益。
關鍵詞: 厚壁件; 注塑成型; 模流分析; CAE; 澆口優化
注塑成型塑料制品的質量受很多因素的影響。其中,澆注系統作為連接注塑機與模具型腔的通道,關系到熔體充填平衡、型腔壓力分布、熔接痕、冷卻補縮、翹曲等一系列問題,其設計是否合理對制品成型質量有著直接且顯著的影響[1-2]。而傳統的試錯設計方法過分依賴經驗,確定一個合適的澆口方案需要很長的設計周期,模具成本很難控制[3-4]。隨著CAE技術的發展,可通過計算機模擬整個注塑過程及其對制品成型質量的影響,實現對各設計方案的比較與測評,快速準確地確定最佳澆口方案,縮短產品開發周期[5]。
本文以某厚壁擋塊為研究對象,此制品的結構復雜,尤其壁厚變化大,壁厚變化范圍從2 ~ 40 mm。在實際生產過程中發現,由于這種壁厚的不均勻性,其壁厚較大處的內部非常容易出現縮孔。縮孔的出現降低了產品的強度,是必須解決的一項嚴重缺陷。此外,此產品的翹曲也較大,達到1mm 以上。現通過CAE 分析軟件Moldflow 對其澆口類型及數量進行優化設計,解決其生產過程中存在的問題,提高產品成型質量。
1 研究方法
針對上述問題,具體澆口優化研究方法如下:
( 1) 優化澆口類型。對于縮孔缺陷,其主要形成原因是由于熔體在模具中冷卻成固體時,壁厚處溫度高體積收縮大,四周冷卻收縮小的地方對其形成了拉應力,此時制品表面強度高,在表面不會形成縮痕,但如無及時的熔體補充,制品內部便會形成縮孔[6]。而澆口的凍結時間決定了熔體補充制品內部收縮的程度,同時決定了保壓時間的有效時長。由此,對比分析冷澆口類型( 普通注塑方式) 與熱澆口類型( 熱流道注塑方式) 對擋塊成型質量的影響,選擇出更優澆口類型方案。
( 2) 優化澆口數量。設置澆口數量前需先確定合適的澆口布置區域,對于此結構復雜的厚壁件,澆口布置區域的確定主要基于以下幾條原則[7]: 一是避免位于安裝面上,以免影響產品裝配;二是應對著壁厚部位,便于補縮,減少縮孔和凹陷等缺陷的產生;三是應盡量距各部位的距離相等,使熔體能快速且同時到達各充填末端;四是考慮到模具成本以及注
塑機尺寸問題,澆口位置應盡量保證模具型腔排布緊湊,不會額外增加太多的模具尺寸。根據上述原則確定澆口分布區域后,分別比較單澆口、雙澆口以及三澆口對制品成型質量的影響,選擇出最優澆口數量方案。
2 澆口優化過程及結果
2. 1 澆口類型優化
2. 1. 1 澆口類型方案設置
參考軟件推薦以及實際生產中使用的工藝,結合實際注塑機的情況,兩種澆口類型的各項工藝設置如下表1。
表1 工藝設置
澆口方案冷澆口熱澆口
澆口位置制件頂部居中,單澆口進澆
充填時間3. 75 s
保壓控制保壓壓力91 MPa,
保壓時間20 s
保壓壓力91 MPa,
保壓時間200 s
其中,冷澆口對應普通注塑進澆方式,而熱澆口對應熱流道注塑方式,其主要特點在于澆注系統附有加熱裝置,塑料始終處于熔融狀態,無流道凝料,實現了零廢料加工,省去了剪澆口工序[8-9]。
2. 1.2 結果分析
1)制品質量
此擋塊按體積計算的理論質量為496.5g。但對于厚壁件,注塑出來的實際產品質量往往小于理論值,這是因為同一材料,其熔體密度一般小于其固體密度,而在保壓結束時制品內部通常還存在一部分熔體,這就導致了質量不足,并且保壓不足容易出現縮孔。據此,定義一個質量疏松度,其計算公式如下:
![]()
質量疏松度=理論質量- 實際質量????? (1)
理論質量
此質量疏松度在一定程度上能反映制品的內部疏松問題,當質量疏松度越大,則說明制品質量不足,內部收縮更大,出現縮孔的幾率也越高。根據分析結果,兩種方案的質量數據如下表2。
由以上數據可知,熱澆口方案的質量疏松度比冷澆口方案降低了53.8%,能注進的熔體更多,比冷澆口多注了13.4g,制品實際質量更貼近理論值,有效控制了產品的成型精度,同時降低內部縮孔形成的風險。
表2 制品質量對比

澆口方案冷澆口熱澆口
制品實際質量/g 471. 5 484. 9
質量疏松度/% 5. 04 2. 33
2) 壓力
保壓即將結束時制品內部壓力情況如下圖1。從圖1可以看出,對于冷澆口,僅20s的保壓時間,雖然澆口處壓力仍然保持著91MPa,但是制品內部壓力已經整體下降,大部分都降至了47 MPa 左右。而對于熱澆口,直至200多秒,澆口處的壓力一直能順利傳至制品內部,接近澆口的部位保持90MPa,往下遞減,這是因為制品下部已經開始冷卻凝固。由此可見,熱流道系統壓力損失小,且可以讓設計人員在權衡注塑制品的質量與制品的生產周期時具有更寬的設計空間。在保證產品質量的同時,又不過分犧牲產品的生產效率。
???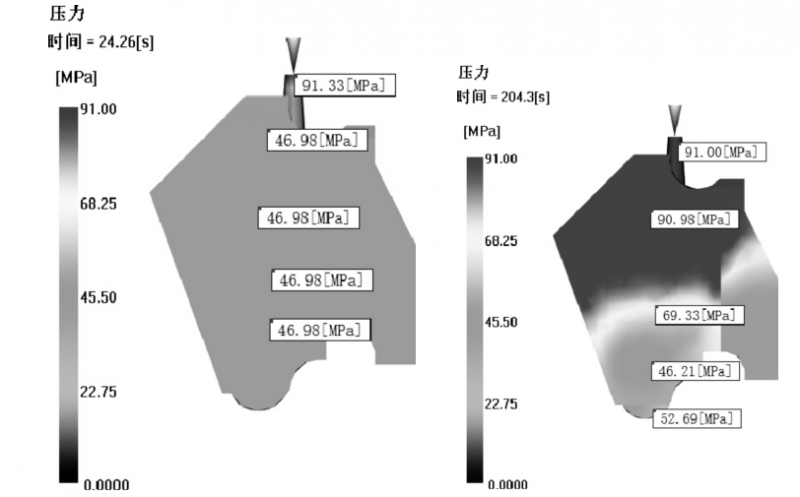
a - 冷澆口方案???????????????????????????????????????????????? b - 熱澆口方案
圖1 壓力對比
?
3)凍結層因子
 ???
???
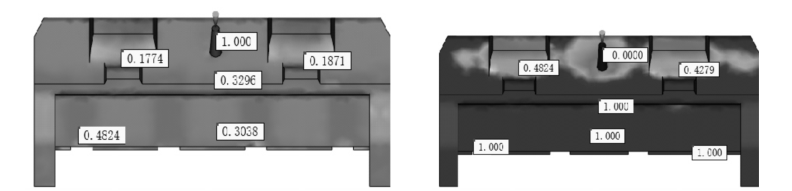
a - 冷澆口方案?????????????????????????????????????????????????? b - 熱澆口方案
圖2 制品凍結情況對比
?
保壓即將結束時制品凍結情況如下圖2。對于凍結層因子,如果值為1,則說明此部分已經完全凍結,反之為0。從冷澆口的示意圖可知,保壓即將結束時冷澆口處已無熔體流向制品內,凍結層因子已為1,即說明此時澆口已經凍結,但是制品內部絕大部分仍處于熔融狀態。相反,熱澆口方案下,澆口始終不會凍結,保壓時效長,當保壓結束僅小部分未凍結,此時的凍結率越高說明越多的部分在有保壓的情況下冷卻,有更多的熔體補充,制品內部的收縮也會更小。
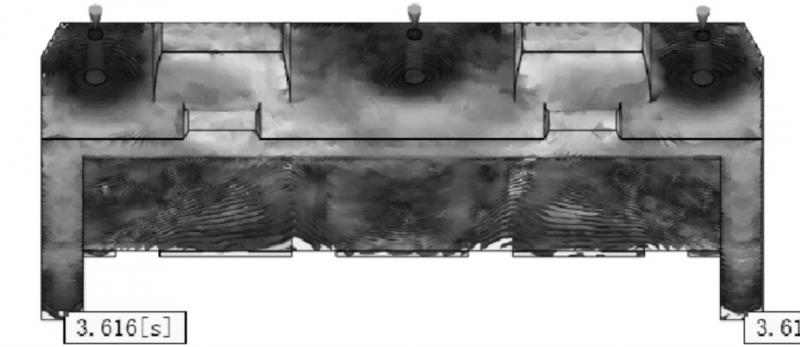
4) 體積收縮率
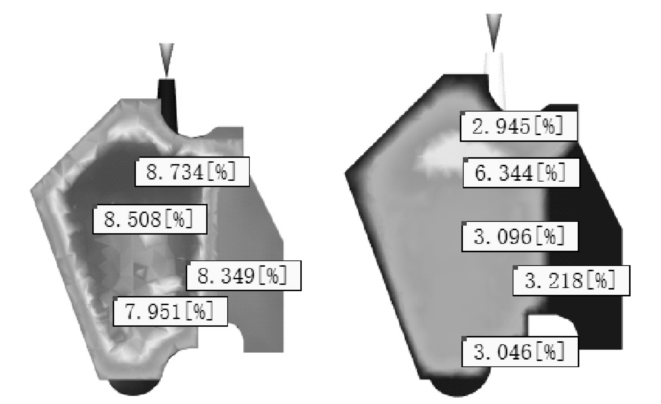
制品體積收縮情況如下圖3。從圖中可得,對于冷澆口方案,在制品壁厚部位,中間大面積的收縮率為8%左右,而對于熱澆口方案,只有中間小面積收縮率為6%,大部分在3%~ 4% 左右,整體更低。所以熱澆口方案的體積收縮情況也得到了明顯的改善。
 ???
???
a - 冷澆口方案??????????????????????????????????????????? b - 熱澆口方案
圖3 體積收縮率對比

5) 翹曲
制品的翹曲數據如下表3。
表3 翹曲對比
澆口方案冷澆口熱澆口
所有效應: 最大翹曲/mm 0. 806 9 0. 401 6
由上表可知,熱澆口方案的翹曲值比冷澆口方案降低了50. 2%,說明熱澆口方案對制品的翹曲變形也有較為顯著的改善效果。
綜合上述分析結果可知,在縮孔和翹曲兩方面熱澆口方案都明顯優于冷澆口方案,壓力損失小,有效解決了澆口過早凍結的問題,制品成型精度更高。
2.2 澆口數量優化
2.2.1 澆口數量方案設置
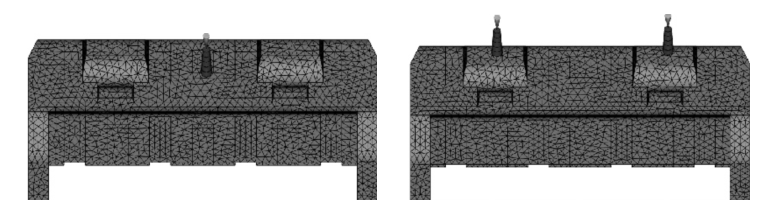
根據澆口位置設計原則以及實際生產中的嘗試,確定澆口布置在擋塊的頂部平面上。據此,澆口數量方案設置如圖4。
2. 2. 2 結果分析
1)充填流動與熔接痕
三個方案的充填過程的等值線示意圖如下圖5。等值線間隔大說明充填速度快,間隔小則說明充填速度慢。從圖中可看出,除了充填末端以及兩股熔體相匯的地方,大部分等值線間隔幾乎相等,即充填速度大體一致; 在兩頭的充填末端熔體也幾乎同時到達,即充填平衡; 制品下端都留有小部分的透明部位,此部分是為避免過充填,可通過保壓填滿。
 ???
???
????????????????????? a - 單澆口????????????????????????????????????????????????????????? b - 雙澆口
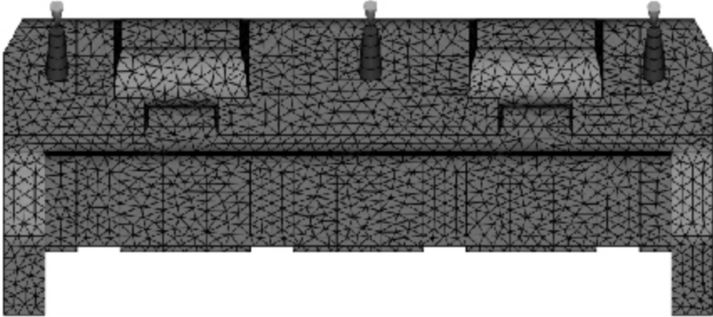
??????????? c - 三澆口
圖4 澆口數量設置
?
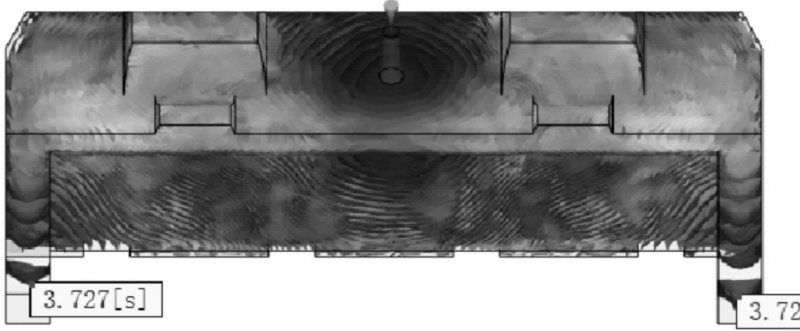
???????????????? a - 單澆口
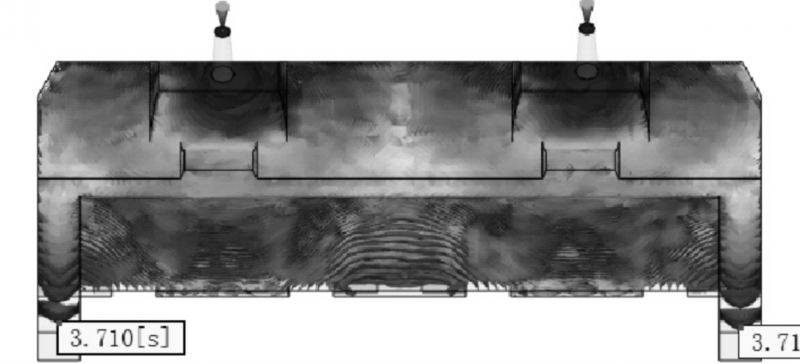
?????????????????????? b - 雙澆口
?????????? c - 三澆扣
圖5 充填時間對比
?
當兩股熔體的流動前沿匯合到一起時就會產生熔接痕,此外,當熔體有明顯的流速差時也會形成熔接線,如壁厚處材料流動快,壁薄處材料流動慢,在厚薄交界處就可能形成熔接痕。圖6 是制品的熔接線情況,結合圖5 中的流動示意圖可知,在雙澆口與三澆口
方案中,其產生的熔接痕比單澆口多。熔接痕的出現會降低制品的強度,從這方面看,單澆口方案更好。
 ????
????
???????????????????????? a - 單交口??????????????????????????????????????? b - 雙澆口
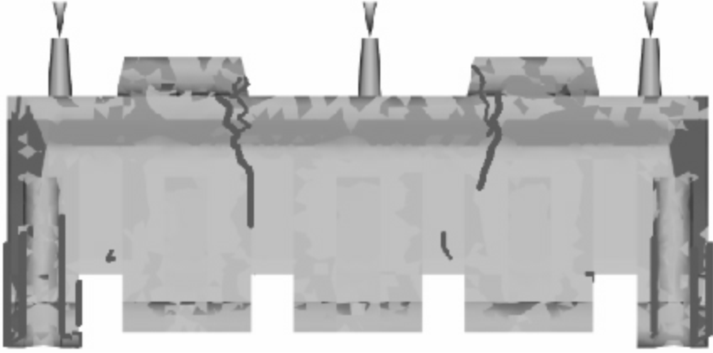
????????????????????? c - 三澆口
圖6 熔接痕對比
?
2) 其他結果
表4 是制品質量、翹曲度、收縮率等情況的對比。
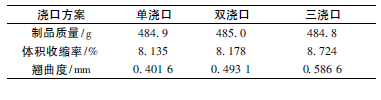
表4 各方案參數對比
?
澆口方案單澆口雙澆口三澆口
制品質量/g 484. 9 485. 0 484. 8
體積收縮率/% 8. 135 8. 178 8. 724
翹曲度/mm 0. 401 6 0. 493 1 0. 586 6
由表4 可知,澆口數量對制品質量的影響非常小,相互之間只差了0.2 g; 體積收縮率也相差不大,其中單澆口的收縮率最小;翹曲度方面,單澆口方案較其他兩種有明顯的優勢,分別比雙澆口與三澆口方案小了18. 6% 和31. 5%。綜上所述,單澆口方案
最優。
3 結論
1)采用熱流道澆注系統,有效降低了產品的質量疏松度,減小了產品的收縮率,提高了產品的成型精度。
2)采用中心單點進膠,可以避免熔接痕對制品強度的影響,同時改善了制品的翹曲變形情況,確保制品裝配的合理性和穩定性。
3) 通過模流分析CAE 軟件,能預測出注塑過程中厚壁制品的成型缺陷,進而對其進行優化,提高效率,降低成本,保證產品質量。
參考文獻
[1] 吳夢陵,孫迪,張瓏. 注射模澆注系統對成型工藝和塑件質量影響研究[J]. 塑料工業,2011,39 ( 8) : 65 -68.
[2] 王乾. 基于Moldflow 的電器保護盒注塑澆口優化設計[J]. 輕工機械,2014 ( 1) : 103 - 106.
[3] 閔志宇,沈俊芳,盛騰飛. 基于Moldflow 的復雜塑件模具優化設計[J]. 塑料工業,2015,43 ( 6) : 39 - 43.
[4] 王志偉,苗利軍,孟玲琴. 吊燈塑料燈罩注射模具CAD[J]. 塑料工業,2014,42 ( 7) : 54 - 57.
[5] 王志偉,苗利軍,孟玲琴. 塑料注射模具澆注系統的優化設計[J]. 塑料工業,2013,41 ( 11) : 40 - 44.
[6] 歐相麟,王大中,關安南,等. 注塑件縮痕和縮孔的形成機理及其解決措施[J]. 塑料工業,2012,40 ( 7) :9 - 13.
[7] 張維合. 注塑模具設計實用教程[M]. 第2 版. 北京:化學工業出版社,2011: 182 - 183.
[8] 張建雨,馮剛,李金良,等. 注射模熱流道的技術特點與應用[J]. 塑料工業,2011,39 ( 11) : 56 - 58.
[9] 張朝閣,宓大云,張亞. 熱流道塑料模具技術的研究與發展前景[J]. 塑料工業,2013 ( 7) : 5 - 9.
?















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





