張?chǎng)┚?1,2,3,4,陳慶祥 1,高 浩 1,2,3,4,魏 劍 1,2,3,4
1.三明學(xué)院 機(jī)電工程學(xué)院,福建 三明 365004 ;
2.機(jī)械現(xiàn)代設(shè)計(jì)制造技術(shù)福建省高校工程研究中心,福建 三明,365004;
3.綠色鑄鍛及高端部件協(xié)同創(chuàng)新中心,福建 三明,365004;
4.福建省鑄鍛零部件工程技術(shù)研究中心,福建 三明,365004
摘要:采用 Moldflow 軟件對(duì)醫(yī)療無(wú)影燈外殼注射模具的注塑成型過(guò)程進(jìn)行模擬仿真,通過(guò)注塑流動(dòng)情況分析出 制件的最佳澆 口位置,預(yù)測(cè)和顯示氣穴、熔接痕等缺陷位置;結(jié)合塑件注射壓力和鎖模力的變化情況、填充過(guò)程、溫度 變化和產(chǎn)品成型質(zhì)量分析等情況,幫助工藝人員在試模前找出缺陷產(chǎn)生原因,以此改進(jìn)模具結(jié)構(gòu)設(shè)計(jì)和產(chǎn)品結(jié)構(gòu),從而提高試模成功率 。
關(guān)鍵詞:Moldflow;醫(yī)療無(wú)影燈外殼;注塑模具;成型分析
Moldflow 注射模流分析軟件能夠很好地驗(yàn)證和優(yōu)化塑料零部件、注射模具和注射成型流程,能 夠有效預(yù)防注射產(chǎn)品的各種缺陷,出現(xiàn)問(wèn)題能夠精確分析缺陷原因,提供快速、高效的解決方案,為塑件模擬分析提供強(qiáng)大的支撐[1-4] 。該軟件是美國(guó) MOLDFLOW 公司的產(chǎn)品,自1976年發(fā)行了世界上第一套塑料注塑成型流動(dòng)分析軟件以來(lái),一直主導(dǎo)塑料成型 CAE(計(jì)算機(jī)輔助工程)軟件市場(chǎng)。利用這種技術(shù)手段,以塑料材料流變學(xué)及傳熱學(xué)為基礎(chǔ),通過(guò)計(jì)算機(jī)輔助分析,對(duì)注塑過(guò)程進(jìn)行數(shù)字化、動(dòng)態(tài)化模擬[5],可以對(duì)塑料制件過(guò)程的各參數(shù)進(jìn)行調(diào)整、比較和優(yōu)化,從而確定最優(yōu)注塑解決方案。
醫(yī)療無(wú)影燈作為手術(shù)照明燈具,對(duì)其外殼要求具有成型質(zhì)量高 、冷熱變形性小 、密度低和電氣 性能良好等特性。和普通塑料制件相比,要求設(shè)計(jì)時(shí)盡可能消除陰影,并在長(zhǎng)時(shí)間的連續(xù)工作過(guò)程 中,溫度不能過(guò)高,其成型的技術(shù)難點(diǎn)主要在光學(xué)性能要求方面,其關(guān)鍵是如何成型出具有較低光 學(xué)畸變和低角偏差的光學(xué)制品[6],常用的方法有注射成型和注射壓縮成型。因此基于這些性能要求 和難點(diǎn),有必要對(duì)該塑件的注塑過(guò)程進(jìn)行模擬仿真及工藝參數(shù)優(yōu)化。本文運(yùn)用 Moldflow 2018 版對(duì)醫(yī) 療無(wú)影燈外殼進(jìn)行數(shù)值模擬仿真, 分析其注塑成型過(guò)程,通過(guò)方案對(duì)比優(yōu)化澆口位置以及澆注系統(tǒng)、冷卻系統(tǒng)設(shè)計(jì),對(duì)參數(shù)進(jìn)行優(yōu)化,獲得較小的翹曲變形和體積收縮率,從而滿足塑件裝配要求和 外觀質(zhì)量要求,解決光學(xué)折射率對(duì)體積收縮率 、熱變形等問(wèn)題的影響,為指導(dǎo)醫(yī)療無(wú)影燈外殼部件 的實(shí)際生產(chǎn)提供一定的理論依據(jù)。
1 塑件結(jié)構(gòu)工藝分析
無(wú)影燈外殼結(jié)構(gòu)是外形為 90 mm,內(nèi)孔為40 mm的圓形件,壁厚 t=4 mm,要求塑件表面質(zhì)量高、光亮整潔,不能出現(xiàn)拉傷、斷裂、料紋等注塑工藝缺陷。涉及到后期該外殼與其他零件組裝,注塑成型中不能出現(xiàn)變形或冷縮 。塑件三維模型如圖 1 所示。選用 ABS 材料,結(jié)合其綜合力學(xué)性能好、具有高韌性等力學(xué)特點(diǎn),可通過(guò)注塑加工成型[7]。
(a)外壁結(jié)構(gòu) (b)內(nèi)壁結(jié)構(gòu)
圖 1 醫(yī)療無(wú)影燈外殼三維模型圖
2 注塑模流設(shè)計(jì)及流動(dòng)分析
2.1 模流分析設(shè)置及澆口位置確定
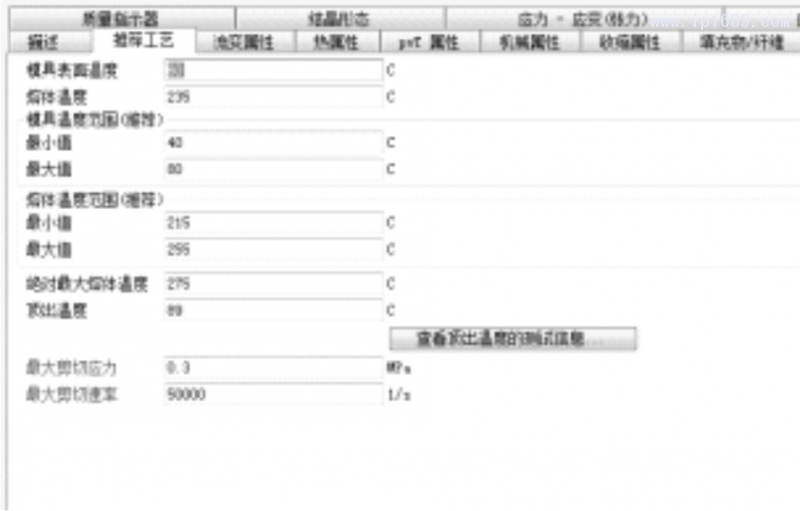
設(shè)置模流分析參數(shù):模具表面溫 度為 60 ℃,熔體溫度為 235 ℃,模具溫度范圍設(shè)定 在 40~80 ℃ 區(qū) 間,頂出溫度為 89 ℃, 最大剪切應(yīng)力為0.3 MPa,如圖2所示。
圖 2 模流分析的參數(shù)設(shè)置
無(wú)影燈外殼屬于薄殼類零件,選 用雙 層面網(wǎng)格劃分, 縱橫比最 大為7.37,最小為 1.16,平均 1.77,其值小 于 10, 匹配百 分比為 85.7%, 自由邊、多重邊、相交單元等參數(shù)都為0,因此模型網(wǎng)格質(zhì)量良好,滿足模流分析要求,有限元模型如圖 3 所示。
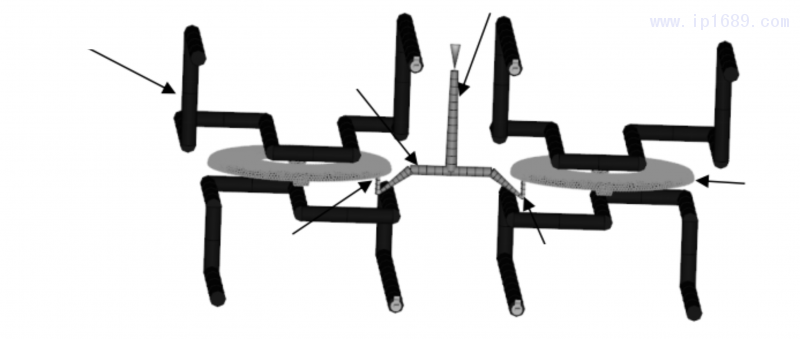
圖 3 有限元模型
研究通過(guò)設(shè)置不同澆口位置模擬塑料填充狀態(tài)及考慮模具制造經(jīng)濟(jì)性的方式來(lái)確定最佳澆注方案。方案 1 的澆口位置選擇塑件注塑內(nèi)部,方案 2 的澆口位置設(shè)置塑件外部(小三角為澆口注塑位置, 如圖 3 所示)。 分析兩種情況下的填充時(shí)間 、注塑壓力、塑件變形及氣穴數(shù)等參數(shù),如表 1 所示。
表 1 澆口位置方案的分析結(jié)果對(duì)比
方案 澆口位置 填充時(shí)間/s 注塑壓力/MPa 變形量 冷凝時(shí)間/s 氣穴
方案 1 內(nèi)部澆注 1.221 22.06 0.4397 18.61 多
方案 2 外部澆注 1.216 23.56 0.3890 17.10 少
由表 1 分析對(duì)比可確定,方案 2 填充時(shí)間較短,注塑壓力大,塑件變形量小,冷凝時(shí)間短,產(chǎn)生 的氣穴少,故選用方案 2 外部澆注進(jìn)行注塑模流過(guò)程仿真,模擬分析采用一模兩件模式。
2.2 澆注系統(tǒng)設(shè)計(jì)
模具澆口設(shè)置是影響注塑過(guò)程的一個(gè)重要因素,最優(yōu)澆注系統(tǒng)能夠有效地減少模具生產(chǎn)周期, 提高生產(chǎn)效率 。 研究采用生產(chǎn)中常用的冷流道澆注系統(tǒng)設(shè)計(jì)方案,設(shè)置潛伏澆口,潛伏澆口具有 自 動(dòng)拉斷 、不影響塑件外觀和加工方便等優(yōu)點(diǎn),有利于提高生產(chǎn)效率 。其澆注系統(tǒng)設(shè)置如圖 4 所示。
圖 4 澆注系統(tǒng) 、冷卻系統(tǒng)設(shè)計(jì)
2.3 冷卻系統(tǒng)設(shè)計(jì)
在注塑過(guò)程中,要盡可能地保持冷卻系統(tǒng)的高效率工作,使模具型腔表面的溫度穩(wěn)定在一個(gè)范圍內(nèi),冷卻系統(tǒng)設(shè)計(jì)為上、下模 2 條冷卻水回路(圖4),冷卻管道直徑為8mm,距離型腔表面 18 mm,設(shè) 計(jì)時(shí)考慮排布位置避開(kāi)熔接痕的位置。
2.4 流動(dòng)分析
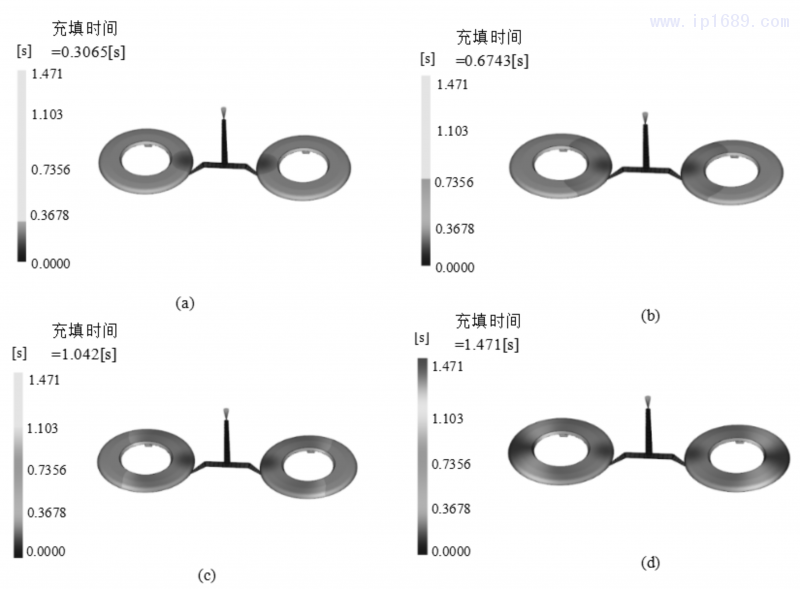
1.填充時(shí)間:由圖 5(a~d)可以看出填充過(guò)程是對(duì)稱分布的,注塑流動(dòng)平衡性較好,填充過(guò)程較為均勻。填充時(shí)間為 1.471 s,由于塑件尺寸較小,故填充過(guò)程順暢,無(wú)注射不足現(xiàn)象。
圖 5 制件填充過(guò)程
2.流動(dòng)前沿溫度:決定熔體充型后是否能混合均勻以決定冷卻后的制件質(zhì)量 。 流動(dòng)前沿溫度最 高為 236.8 ℃,最低為 234.4 ℃,最高溫度與最低溫度相差 2.4 ℃,變化小于 10 ℃,因此溫度分布合 理,反映了該熔體在流動(dòng)過(guò)程中不太可能出現(xiàn)流動(dòng)阻力大的狀況,也無(wú)材料分解及低溫滯留現(xiàn)象。
3.填充注射壓力:整個(gè)填充注射壓力為 0~44.19 MPa,在 44.19 MPa 時(shí)進(jìn)行 V/P 轉(zhuǎn)換,壓力較小,便于注塑,填充壓力比較低,不易出飛邊,滿足生產(chǎn)要求。
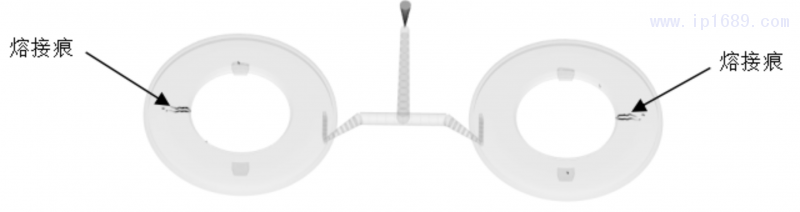
4.熔接痕:是指兩股料流相遇熔接而產(chǎn)生的表面缺陷[8] 。熔接痕是影響制品質(zhì)量的重要因素,它的產(chǎn)生會(huì)導(dǎo)致制品的強(qiáng)度變低,并且會(huì)影響制品的外觀。在整個(gè)注塑過(guò)程中應(yīng)該避免熔接痕的產(chǎn) 生,如不能避免也應(yīng)該盡量地使熔接痕處于不易受影響的位置[9]。
由圖6可以看出熔接痕主要產(chǎn)生在內(nèi)孔邊緣,此時(shí)需在模具上開(kāi)好排氣槽或溢料槽,同 時(shí)提高模溫,增大熔接痕處的溫度,改善熔接痕。
圖 6 制品熔接痕位置
5.氣穴:主要是型腔內(nèi)部的空氣被熔體包圍無(wú)法及時(shí)排出,這樣將會(huì)導(dǎo)致制品填充不完整以及保壓不充分,同時(shí)腔體內(nèi)的氣體被熔體擠壓從而產(chǎn)生大量的熱量,產(chǎn)品可能因此出現(xiàn)焦痕。如果氣穴不能及時(shí)排出,將會(huì)對(duì)產(chǎn)品的質(zhì)量和性能產(chǎn)生很大的影響。而且氣穴越多,制品生產(chǎn)的問(wèn)題會(huì)隨之增多,注塑成型質(zhì)量也會(huì)隨之降低[10] 。本次塑件注塑氣穴位置與熔接痕位置相近,主要分布在內(nèi)孔邊緣,采用排氣機(jī)構(gòu),同時(shí)控制注射速度不能太快,不然可能會(huì)有燒焦現(xiàn)象,影響產(chǎn)品外觀 。
2.5 保壓分析
1.注射壓力和鎖模力:注射節(jié)點(diǎn)是觀察二維 XY 圖的常用節(jié)點(diǎn),通過(guò)注射位置壓力和鎖模力的 XY 圖可清晰看出注射壓力和鎖模力的變化情況。圖 7a 顯示,在 0~1.443 s 區(qū)間,注射壓力達(dá)到最大值 44.19 MPa,隨后注射壓力快速下降到 35 MPa,進(jìn)入穩(wěn)壓注塑階段。圖 7b 顯示,注塑成型階段所需 鎖模力在 0~1.881 s 區(qū)間快速上升,達(dá)到最大值 22.51 t,隨著模具開(kāi)模,鎖模力快速下降。
圖 7 注塑成型力變化曲線
2.凍結(jié)因子:模擬分析可得塑件在 30 s 的凍結(jié)因子,即保壓結(jié)束后的凍結(jié)因子為1。整體凍結(jié)均勻,能夠滿足保壓補(bǔ)縮,達(dá)到頂出要求。
3.達(dá)到頂出溫度的時(shí)間:制件達(dá)到頂出的總時(shí)間為 39.75 s,模擬分析顯示所需塑件頂出溫度出現(xiàn)在 15.10 s。為了提高生產(chǎn)效率,縮短生產(chǎn)周期,可將塑件在 15.10 s 時(shí)頂出。
2.6 冷卻分析
冷卻分析是根據(jù)塑件在模具中的熱傳遞判斷冷卻系統(tǒng)的冷卻效果,通常冷卻系統(tǒng)是用來(lái)滿足 注射成型工藝對(duì)模具溫度的要求,并保證塑料熔體的充模和冷卻凝固,因此冷卻系統(tǒng)的創(chuàng)建是否合 理會(huì)影響塑件的冷卻速度及收縮性,進(jìn)而影響塑件最終的表面質(zhì)量、尺寸精度和力學(xué)性能[11-12] 。
根據(jù)2.3 中冷卻系統(tǒng)設(shè)計(jì),冷卻水管道的管壁熱傳導(dǎo)系數(shù)為 1,管道冷卻介質(zhì)為乙二醇水溶液 (乙二醇的質(zhì)量濃度為 40%~60%)。設(shè)置參數(shù)后,經(jīng)過(guò)冷卻模流仿真分析,得出結(jié)果如圖 8 所示。
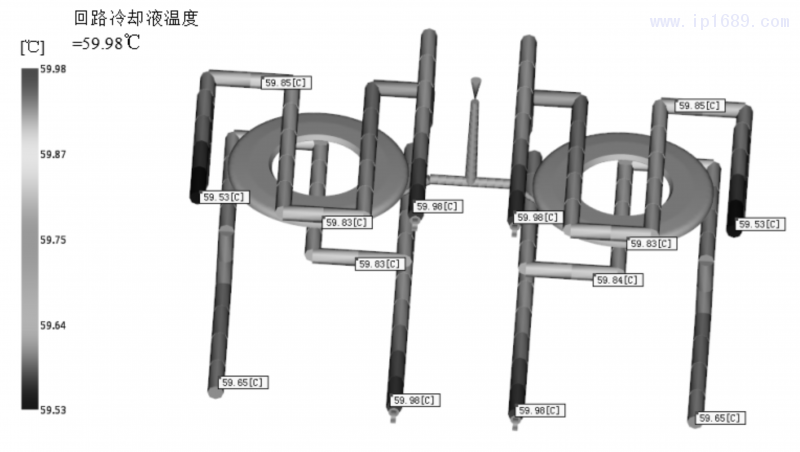
圖 8 回路冷卻液溫度
1.冷卻水路的溫度變化:圖8 顯示了冷卻液回路的溫度變化,冷卻液最高溫度為 59.98℃,最低 溫度為 59.53 ℃,兩者溫度只相差 0.45 ℃,冷卻水路的溫度變化差別小,進(jìn) 、出水口溫差控制在 1 ℃ 內(nèi),遠(yuǎn)小于冷卻水進(jìn)出口溫度差不宜高于 3 ℃的規(guī)定,符合冷卻水路的設(shè)計(jì)要求,同時(shí)冷卻水路的 長(zhǎng)度設(shè)計(jì)也在合理的范圍內(nèi) 。
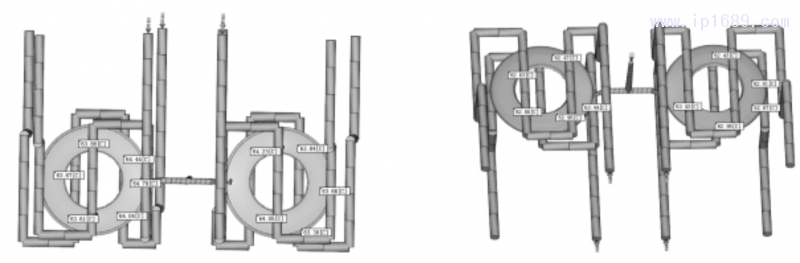
2.內(nèi)外壁溫差:圖 9a 顯示內(nèi)壁最高溫度為 64.79 ℃,最低溫度為 63.30 ℃,平均溫度為 64.05 ℃; 圖 9b 顯示外壁最高溫度為 63.44 ℃,最低溫度為 62.43 ℃,平均溫度為 62.94 ℃ 。內(nèi)外壁平均溫差控 制在1.11 ℃左右 。綜上所述,冷卻管道系統(tǒng)的設(shè)計(jì)合理,具有良好的冷卻效果。
(a)內(nèi)壁溫度分布 (b)外壁溫度分布
圖 9 內(nèi) 、外壁溫度分布
3 塑件質(zhì)量分析
3.1 翹曲變形分析
塑件注塑冷卻后,取比例因子為 1 時(shí),整體效應(yīng)變形量最大值為 0.400 7 mm,主要集中在制件 外邊緣區(qū)域,最小值為 0.116 3 mm,主要集中在內(nèi)孔邊緣區(qū)域(圖 10a);當(dāng)冷卻不均勻時(shí),制件最大變形量值為 0.013 0 mm,最小變形量為 0.000 3 mm,變形量較小(圖 10b);冷卻收縮不均勻時(shí),制件最大變形量為 0.407 4 mm,主要集中在塑件外部邊緣,最小變形量為 0.135 3 mm,在內(nèi)孔邊緣小部 分區(qū)域(圖10c);取向效應(yīng)最大變形為 0.060 3 mm,最小變形為 0.004 6 mm(圖 10d)。
由模擬分析可知,當(dāng)翹曲變形量較小時(shí),若集中在制件外部邊緣位置,主要由收縮不均和取向 導(dǎo)致的塑件變形會(huì)產(chǎn)生翹曲現(xiàn)象,但整體翹曲變形未超過(guò)5 mm 的容差范圍,塑件質(zhì)量是合格的,滿足裝配要求。對(duì)于產(chǎn)品結(jié)構(gòu)設(shè)計(jì)方面,可以通過(guò)改善制件結(jié)構(gòu)及其壁厚等工藝進(jìn)行優(yōu)化;對(duì)于模具 結(jié)構(gòu)設(shè)計(jì)方面,可通過(guò)修改冷卻水路設(shè)計(jì)或由制件收縮率確定適當(dāng)?shù)淖冃伪龋云趦?yōu)化注塑模具結(jié) 構(gòu),減少試模時(shí)間,節(jié)約成本。
3.2 體積收縮率
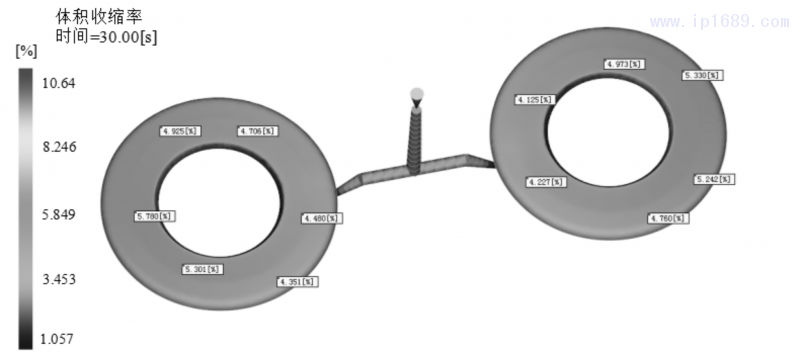
圖11顯示塑件體積與產(chǎn)品尺寸體積的收縮率在 4.125%~5.780% 區(qū)間, 平均收縮率控制 在4.953%,收縮變化均勻,制件不易發(fā)生變形。最大體積收縮率 10.64%發(fā)生在注塑料頭處(塑件成型 外),對(duì)成型制件質(zhì)量和注塑生產(chǎn)影響不大。由體積收縮率分析結(jié)果可預(yù)測(cè)制品收縮較嚴(yán)重區(qū)域,通過(guò)改進(jìn)模具結(jié)構(gòu)尺寸,彌補(bǔ)制品在冷卻脫模后所產(chǎn)生的收縮,如此產(chǎn)品的形狀和尺寸就更加符合設(shè) 計(jì)要求[13]。
圖 11 塑件體積收縮率
4 結(jié)論
通過(guò)采用 Mold flow 軟件,對(duì)醫(yī)療無(wú)影燈外殼進(jìn)行模流分析,能快速有效地分析注塑最佳澆口位 置,從填充時(shí)間 、氣穴、翹曲變形分析 、體積收縮率等方面進(jìn)行分析,預(yù)測(cè)產(chǎn)生缺陷位置,從而為后期 模具調(diào)整結(jié)構(gòu)以及試模提供較為精確的數(shù)據(jù)依據(jù), 采用外部澆注方案后注塑成型所獲得的優(yōu)化數(shù) 據(jù)如表 2 所示 。 注塑模擬仿真技術(shù)的應(yīng)用,大大減少了模具修模次數(shù)和制造成本。
參考文獻(xiàn):
[1] 王善凱,李晶,胡激濤,等.基于 Moldflow 汽車(chē)配件注塑工藝參數(shù)優(yōu)化[J].西安工程大學(xué)學(xué)報(bào),2015,2(6):692-697. [2] 何建林,白志鵬.基于 Moldflow 的汽車(chē)配件 CAE 優(yōu)化分析[J].機(jī)械設(shè)計(jì)與制造工程,2019,48(2):16-20.
[3] 唐杰,黃榮學(xué),王全亮,等.CAE 技術(shù)在汽車(chē)燈罩設(shè)計(jì)中的應(yīng)用[J].模具工業(yè),2020,46(3):12-17.
[4] 張?zhí)飿s,曹宏偉.基于 Moldflow 的薄壁殼體注塑件成型質(zhì)量分析[J].鍛壓裝備與制造技術(shù),2020,55(4):101-104. [5] 修雪穎,汪圣堯,黃兆閣.基于 Moldflow 的注塑閥門(mén)應(yīng)用與仿真[J].現(xiàn)代塑料加工應(yīng)用,2020,32(5):56-59.
[6] 孫銳,周陽(yáng),杜遙雪.基于 Moldflow 的注射成型與注塑壓縮成型塑料單透鏡仿真對(duì)比[J].2016,30(4):52-56. [7] 潘祖仁.高分子化學(xué)[M].北京:化學(xué)工業(yè) 出版社,2010:140-153.
[8] ESSOLES X,TOURNIER C.Automatic polishing process of plastic injection molds on a 5-axis milling center[J]. Journal of Material Processing Technology,2009,209(7):3665-3673.
[9] 徐佩弦.注射制品與模具設(shè)計(jì)[M].北京:中國(guó)輕工業(yè) 出版社,2002:124-137.
[10] 陸寶山.注塑缺陷原因分析及改善對(duì)策[J].機(jī)械制造研究,2009,47(544):25-29.
[11] 黃 海 龍,褚 忠,狄 金 葉.基 于 Imageware 和 Moldflow 的 后 視 鏡 逆 向 設(shè) 計(jì) 與 注 塑 成 型 模 擬 分 析[J].塑 料,2010,39(6):14-16.
[12] 李芳,賈宇霖,黃清剛.基于 Moldflow 的汽車(chē)門(mén)外板塑件模流分析[J].模具工業(yè),2017,43(8):10-14.
[13] 楊鳳霞.注塑制品常見(jiàn)表觀缺陷產(chǎn)生原因及其對(duì)策[J].塑料,2003(6):59-61.


















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













