何建領(lǐng) 林一波 肖志林 蘇州同大機(jī)械有限公司
摘要:目前,大型中空成型機(jī)的機(jī)頭主要是單層機(jī)頭,本文以國(guó)內(nèi)外中空成型機(jī)的現(xiàn)狀研究為基礎(chǔ)。在中空吹塑機(jī)行業(yè)創(chuàng)新性的提出了三層型坯機(jī)頭的理念,在原材料的使用方面,三層型坯機(jī)頭可以采用內(nèi)層和外層為新料、中間層為再生料的方法,從而減低原材料的成本。此三層型坯機(jī)頭中空成型機(jī)可對(duì)每層的原料百分比進(jìn)行調(diào)整,以保證制品每層厚度的要求,從而達(dá)到制品的各項(xiàng)性能指標(biāo)。
關(guān)鍵詞:中空吹塑 三層型坯機(jī)頭 結(jié)構(gòu)設(shè)計(jì) 建模
0緒論
經(jīng)過(guò)近二十多年的高速發(fā)展,我國(guó)塑料加工技術(shù)已漸趨成熟。在塑料制品中,中空塑料制品占有較大的比例,隨著用戶對(duì)中空制品要求的不斷提高,中空塑料制品成型設(shè)備得到了快速的發(fā)展,塑料制品的質(zhì)量和檔次進(jìn)一步得到了提高。擠出中空吹塑成型技術(shù)己得到高速的發(fā)展,生產(chǎn)出的制品已應(yīng)用到各行各業(yè)。當(dāng)然,擠出中空成型可加工的塑料種類也很多,制品更是多種多樣。吹塑制品具有整體性好、綜合性能好、成本較低、附加值較高等優(yōu)點(diǎn),常可替代注塑成型制品、熱成型制品、結(jié)構(gòu)發(fā)泡制品和金屬制品等。基于吹塑成型和吹塑制品的上述優(yōu)點(diǎn),吹塑成型加工在今后仍具有較大的發(fā)展?jié)摿Α?br />
中空機(jī)從開始到現(xiàn)在,其基本構(gòu)成并無(wú)多大變化,一般包括:擠出機(jī)、機(jī)頭、合模裝置、吹脹裝置、制品取出裝置、液壓站、電控系統(tǒng)。一般的外輔設(shè)備還包括:混送料系統(tǒng)、余料粉碎回收系統(tǒng)等。擠出機(jī)是原料的塑化系統(tǒng),機(jī)頭部件是中空成型機(jī)最核心的部件,擠出機(jī)擠出的熔融塑料經(jīng)過(guò)機(jī)頭的流道擠出型坯,然后型坯進(jìn)入合模裝置,吹塑成型機(jī)將模具固定在合模機(jī)構(gòu)的前后模板上,通過(guò)合模機(jī)構(gòu)的開合來(lái)實(shí)現(xiàn)模具的張開和鎖緊,使機(jī)頭擠出來(lái)的型坯在模具中快速成為吹塑制品,然后由制品取出裝置取出制品。隨著塑料制品的要求逐步提高,多層塑料制品越來(lái)越多,比如多層油箱。多層塑料制品就需要多層機(jī)頭進(jìn)行吹塑成型,多層機(jī)頭的設(shè)計(jì)與單層機(jī)頭相比,設(shè)計(jì)和加工裝配的技術(shù)難度更高。
1
01 機(jī)頭的結(jié)構(gòu)設(shè)計(jì)
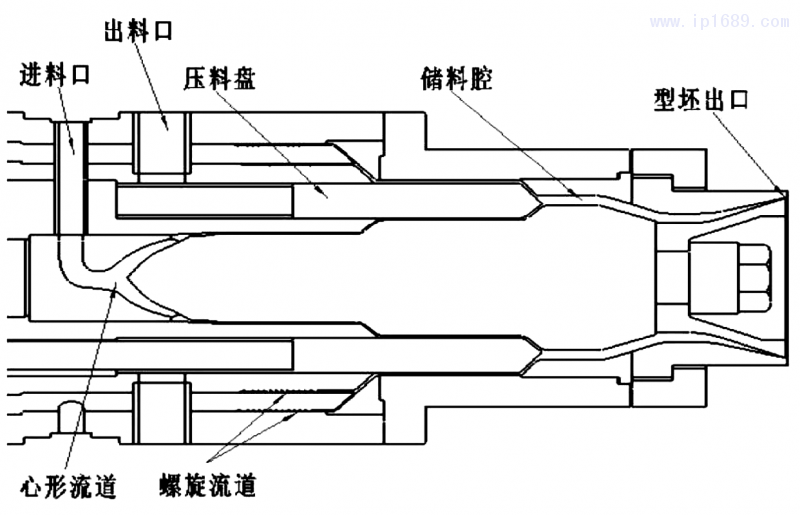
根據(jù)設(shè)計(jì)要求和已有的技術(shù)積累與設(shè)計(jì)經(jīng)驗(yàn),確定三層型坯機(jī)頭整體結(jié)構(gòu)為嵌套式結(jié)構(gòu),即三層流道由內(nèi)到外依次嵌套組合,其結(jié)構(gòu)如圖1所示。中間為儲(chǔ)料芯,中間環(huán)內(nèi)孔與儲(chǔ)料芯配合,外環(huán)內(nèi)控與中間環(huán)配合,形成三層流道結(jié)構(gòu)。
三層型坯機(jī)頭整體結(jié)構(gòu)方案確定后還要分別對(duì)機(jī)頭中各部件的機(jī)械結(jié)構(gòu)進(jìn)行研究,吹塑機(jī)頭從上到下的結(jié)構(gòu)部件依次為軸向型坯壁厚控制液壓裝置、壓料液壓裝置和壓料桿件構(gòu)成的壓料機(jī)構(gòu)、流道結(jié)構(gòu)和進(jìn)料口,最底下是芯模和口模構(gòu)成的型坯出口,中間調(diào)整拉桿的上下端又分別與型坯壁厚控制液壓活塞和芯模固定連接。
壓料機(jī)構(gòu)的作用是將儲(chǔ)料機(jī)頭內(nèi)腔匯集熔融狀態(tài)的料向機(jī)頭型坯出口處輸送,在此過(guò)程中,壓料環(huán)的穩(wěn)定運(yùn)行極為重要,因?yàn)橐WC各層料坯匯集后從型坯出口擠出的速度穩(wěn)定,這也將直接影響產(chǎn)品的質(zhì)量。
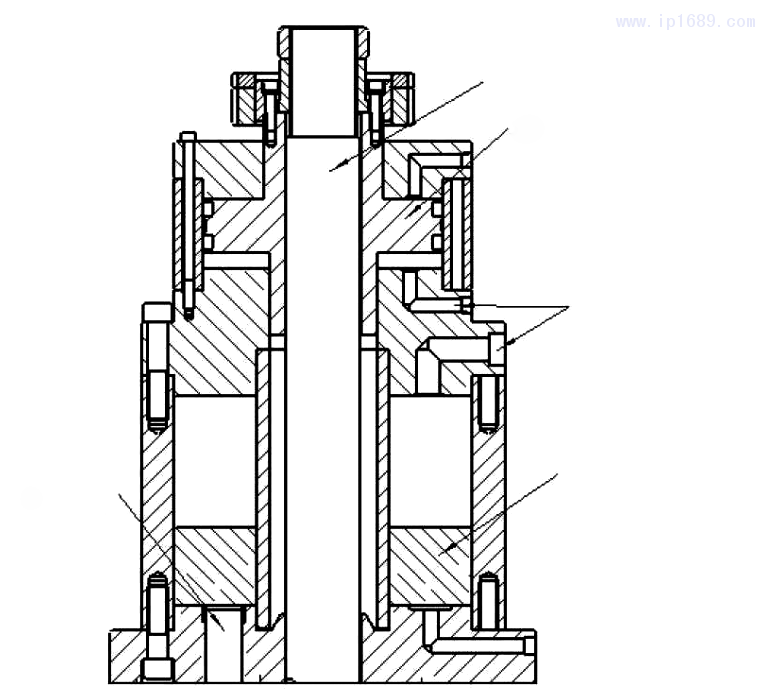
吹塑機(jī)頭中一般也只涉及了壓料機(jī)構(gòu)的執(zhí)行部分,包括壓料油缸、壓料頂桿和壓料環(huán),工作時(shí)吹塑機(jī)頭儲(chǔ)料腔內(nèi)的熔融原料壓力會(huì)先將壓料環(huán)向上頂以增大內(nèi)腔容料體積,此過(guò)程中壓料淹壓油缸不對(duì)壓料頂桿作用;開始擠出型坯時(shí),壓料油缸活寒與壓料頂桿上段接觸,活塞以穩(wěn)定的速度向下運(yùn)動(dòng),通過(guò)頂桿連接的壓料環(huán)也向下擠壓機(jī)頭型腔內(nèi)的熔融料坯,使其以一定速度由機(jī)頭型坯出口擠出成型。整個(gè)過(guò)程中要求壓料平穩(wěn),液壓缸的設(shè)計(jì)尤為重要,要保證壓力足夠,結(jié)構(gòu)設(shè)計(jì)也要合理;壓料頂桿分為上下兩段不至于頂桿過(guò)長(zhǎng)而影響精度。型坯壁厚控制液壓裝置和壓料機(jī)構(gòu)液壓裝置結(jié)構(gòu)如圖2所示。
流道結(jié)構(gòu)設(shè)計(jì)是吹塑機(jī)頭設(shè)計(jì)中最重要的一點(diǎn),設(shè)計(jì)內(nèi)容包括流道的形狀、流道位置的分布、流道零件材料的選擇;多層塑坯機(jī)頭還要考慮多層流道復(fù)合以及入料口的安排。流道形式主要有單層心形包絡(luò)流道、雙層心形包絡(luò)流道、單層螺旋流道和雙層螺旋流道,早期機(jī)頭流道形式多是單層心形包絡(luò)流道,這種形式的流道在儲(chǔ)料機(jī)頭擠出的型坯周圍存在明顯的熔合縫區(qū),使得到的型坯質(zhì)量較差。雙層心形包絡(luò)流道則可以更好地解決這個(gè)問(wèn)題,目前,大型中空吹塑成型機(jī)中大多采用雙層心形包絡(luò)式流道。
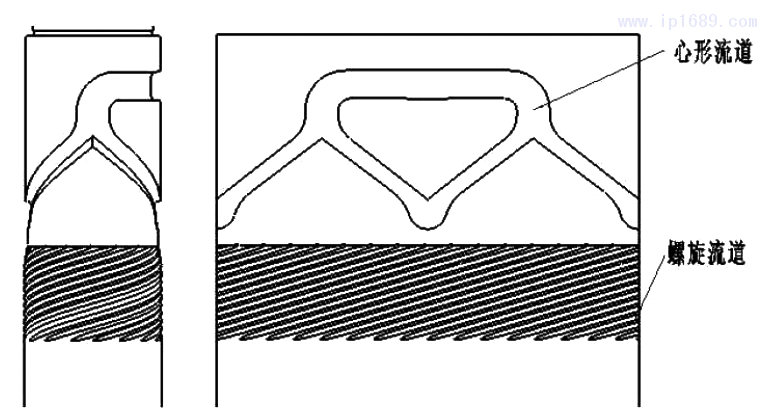
設(shè)計(jì)前要考慮熔融塑料原料在流道內(nèi)的各項(xiàng)流動(dòng)要素,要減短原料在機(jī)頭流道內(nèi)的停留時(shí)間,保證原料不會(huì)在流道內(nèi)發(fā)生滯留現(xiàn)象;要使流道內(nèi)熔融狀態(tài)下的塑料流動(dòng)速度穩(wěn)定,壓力降低,波動(dòng)小。流道零件的材料選擇上,要求耐壓、耐熱、耐磨損,要有足夠的表面硬度和良好的導(dǎo)熱性,這類零件常用的材料有40Cr、38CrMoAlA、35CrMo,本文中的儲(chǔ)料芯選用材料40Cr,儲(chǔ)料內(nèi)環(huán)選用38CrMoAlA,儲(chǔ)料外環(huán)要求較低,45鋼經(jīng)過(guò)表面特殊處理即能滿足設(shè)計(jì)要求。經(jīng)過(guò)仿真模擬結(jié)果和相關(guān)設(shè)計(jì)資料提供的經(jīng)驗(yàn),確定內(nèi)層流道形狀如圖3。
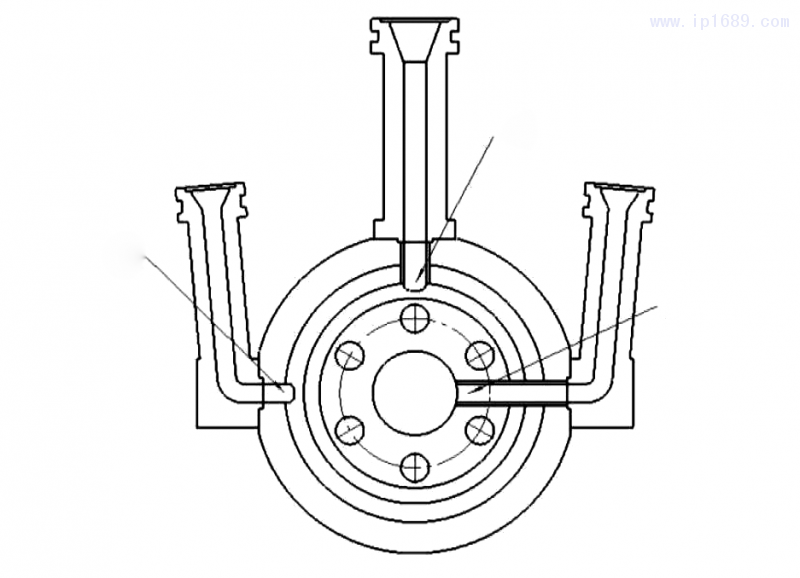
內(nèi)層流道包絡(luò)于儲(chǔ)料芯上,中間層和外層位于嵌套在儲(chǔ)料芯外側(cè)的兩個(gè)儲(chǔ)料環(huán)上,心形流道下接覆蓋表面的螺旋流道,能使熔融原料在流道內(nèi)流動(dòng)擠出時(shí)達(dá)到更加穩(wěn)定的狀態(tài)。進(jìn)料結(jié)構(gòu)是連接擠出機(jī)與各層流道的過(guò)渡結(jié)構(gòu),設(shè)計(jì)時(shí)主要考慮進(jìn)料口的布置,過(guò)渡要平穩(wěn)光滑;中間層和內(nèi)層由于與外接口處之間存在間隙,為防止漏料,過(guò)渡管出口與流道間增加一根光滑銅管作為導(dǎo)管。三個(gè)進(jìn)料口結(jié)構(gòu)和布置如圖4所示。
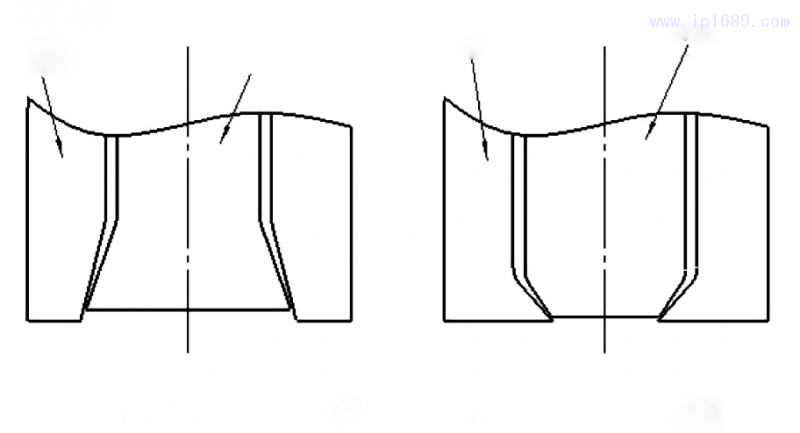
型坯出口主要由機(jī)頭芯模和口模構(gòu)成,結(jié)構(gòu)也可分為正錐形和倒錐形兩種,如圖5所示。
型坯壁厚控制系統(tǒng)工作時(shí),口模固定不動(dòng),液壓缸活塞通過(guò)調(diào)整拉桿帶動(dòng)芯模上下移動(dòng)來(lái)調(diào)整芯模與口模之間的間隙以形成不同的型坯厚度;要得到相同的型坯厚度,這兩種結(jié)構(gòu)的運(yùn)動(dòng)方式卻是相反的,正錐形芯模向上運(yùn)動(dòng)時(shí),出口間隙減小,而倒錐形卻增大。大型中空吹塑機(jī)頭大多采用正錐形型坯出口結(jié)構(gòu)。
型坯出口與流道之間還有一段儲(chǔ)料腔的區(qū)域,在此區(qū)域內(nèi),要保證零件與零件配合之間無(wú)縫隙無(wú)死角,過(guò)渡要平滑自然,不會(huì)使熔融原料在此區(qū)域滯留。此機(jī)頭的三維模型如圖6所示。
02 關(guān)鍵部件的有限元強(qiáng)度分析
本文利用 ANSYS Workbench分析軟件對(duì)歐塑機(jī)頭中的型坯壁厚液壓缸缸筒進(jìn)行了有限元強(qiáng)度分析。
2.1 前期處理
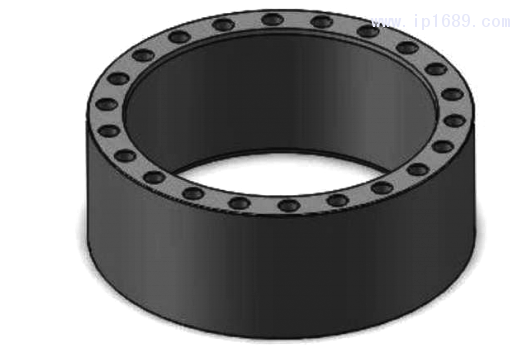
經(jīng)過(guò)初步設(shè)計(jì)并校核計(jì)算后確定的型坯壁厚控制液壓缸筒維模型如圖7所示。
在 Workbench中進(jìn)行項(xiàng)目分析首先要確定分析類型,打開Workbench15.0,在工具欄(Toolbox)中的分析類型(Analvsis Svs-tems)中選擇靜力結(jié)構(gòu)分析(Static Structural)。
第二步是實(shí)體模型(Geometrv)的建立,利用導(dǎo)入方式直接導(dǎo)入由Solidworks已建好的型坯壁厚液壓缸筒零件體,可以在Workbench自帶的模型創(chuàng)建插件中繼續(xù)修改,此例無(wú)需修改。
導(dǎo)入幾何體后還要定義其材料屬性,在材料庫(kù)(Engineering Data)中選擇,型坯壁厚液壓缸簡(jiǎn)材料為45鋼,在材料庫(kù)中選擇結(jié)構(gòu)鋼(Structural Steel),主要確定其彈性模量和泊松比等屬性。
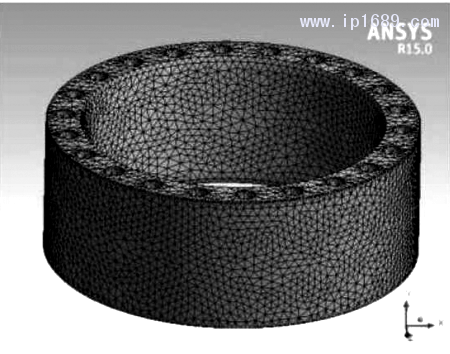
第三步網(wǎng)格劃分,本文中型坯壁厚液壓缸簡(jiǎn)和壓料缸筒都屬于比較簡(jiǎn)單的結(jié)構(gòu)體;網(wǎng)格劃分方法可選擇自動(dòng)劃分法(Automatic Me-thod),再詳細(xì)設(shè)置其相關(guān)參數(shù),在尺寸控制(Sizing)中將關(guān)聯(lián)中心(Relevance Center)的選項(xiàng)設(shè)置為Fine,這是將網(wǎng)格劃分細(xì)化,分析結(jié)果也將更接近實(shí)際情況。劃分得到的網(wǎng)格節(jié)點(diǎn)為78958個(gè), 單元為45039個(gè),如圖8所示。
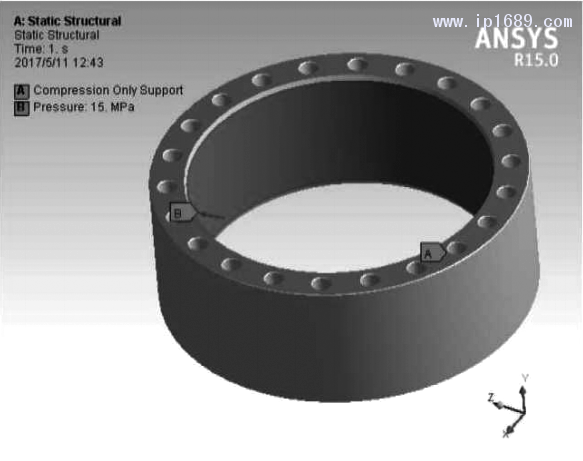
第四步施加約束和載荷,首先確定實(shí)際裝配體中缸簡(jiǎn)的約束和載荷情況,缸筒端面圓周均勻分布22個(gè)17.5mm的光滑通孔,上下端面與伺服缸蓋和壓料缸蓋端面接觸,通過(guò)22個(gè)M16x210mm的長(zhǎng)螺釘緊固連接;這樣的約束缸筒上下端面被壓緊,螺釘并不與缸筒直接接觸,選擇僅有壓縮的約束Compression only Supportt),作用面選擇缸簡(jiǎn)的上下端面。液壓缸的載荷,工作時(shí)缸筒內(nèi)充滿壓液,設(shè)計(jì)最大工作液壓為12MPa ,NSYS 分析時(shí)按1.25倍放大校核,即施加壓力荷(Pressure)15 MPa:作用面選擇缸篇內(nèi)壁,施加效果如圖9所示。
2.2 求解與結(jié)果分析
添加要求解的項(xiàng)目,本文要得到缸簡(jiǎn)的應(yīng)力(Stress)、應(yīng)變(Strain)和總變形(Total Deformation)圖,分別添加至項(xiàng)目樹中,然后點(diǎn)擊全部求解,等待軟件計(jì)算完成。求解完成后,點(diǎn)擊各求解項(xiàng)目可以查看相應(yīng)的云圖。
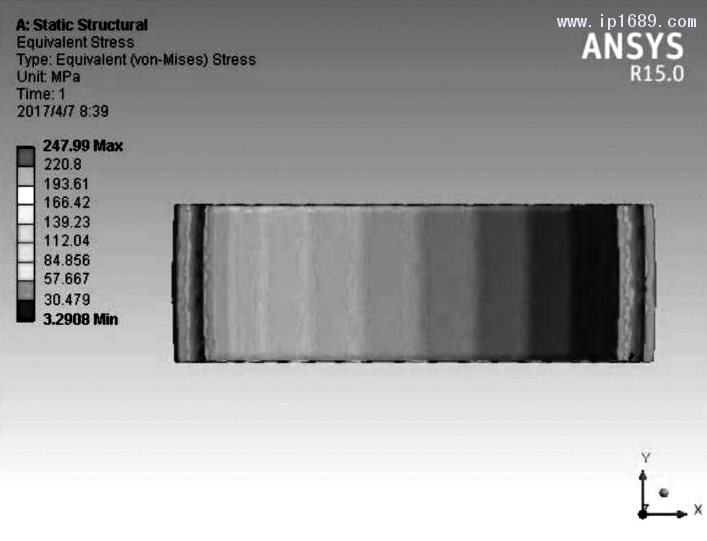
(1)型坯壁厚液壓缸筒應(yīng)力云圖
ANSYS分析結(jié)果如圖10所示。
由圖中可得出,型坯壁厚液壓缸筒在最大工作載荷(放大1.25倍)時(shí),其最大工作應(yīng)力為247.99MPa,出現(xiàn)點(diǎn)為螺釘通孔端面邊緣,缸簡(jiǎn)經(jīng)過(guò)熱處理后的許用應(yīng)力可達(dá)到270MPa,滿足強(qiáng)度要求。
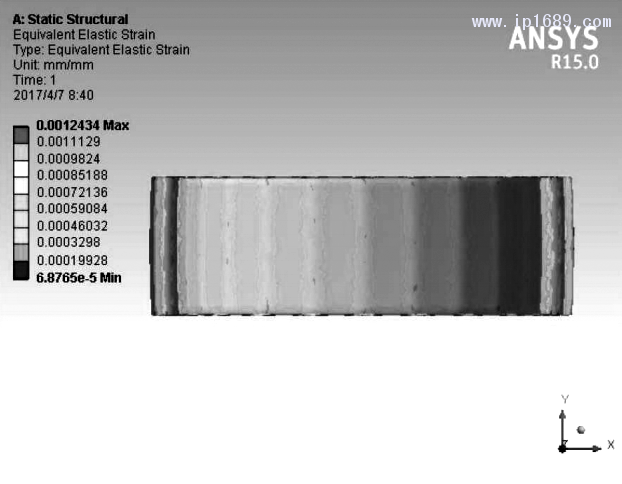
(2)型坯壁厚液壓缸筒應(yīng)變?cè)茍D
應(yīng)變?cè)茍D如圖11所示。
最大應(yīng)變?yōu)?.2×10-3mm,出現(xiàn)在螺釘通孔端面邊緣。
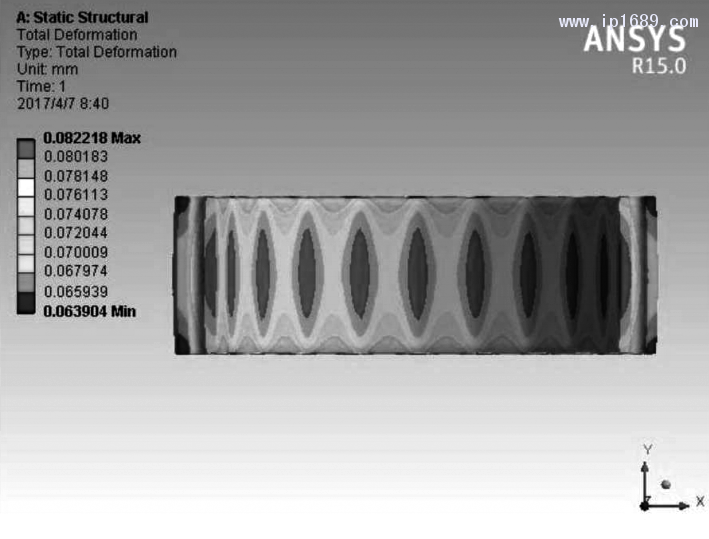
(3)型坯厚液壓缸簡(jiǎn)總變形云圖
總變形圖如圖12所示。
由圖可以清楚的看出,缸筒內(nèi)側(cè)與螺釘通孔之間產(chǎn)生了最大形變,這是因?yàn)閮?nèi)部壓力一定時(shí),純度薄的地方承受能力更弱 ,暈大變形為0.082mm,滿足設(shè)計(jì)要求 。
分析結(jié)果表明型坯壁。厚液壓缸筒滿足設(shè)計(jì)要求,又不超出最大工作極限太多,所以無(wú)需繼續(xù)優(yōu)化。
03 三層型坯機(jī)頭流道的建模與仿真分析
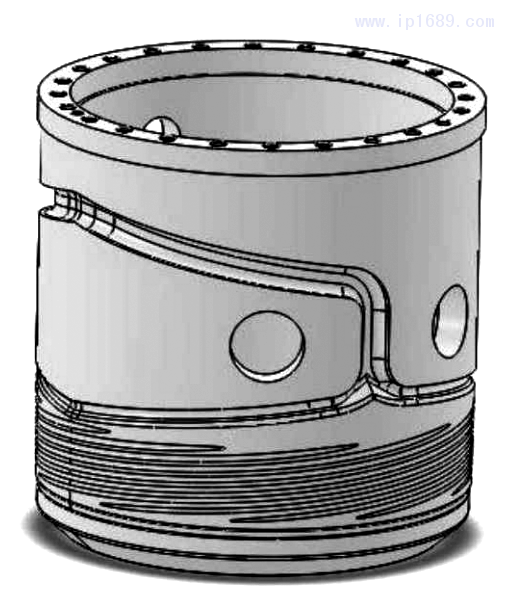
3.1 機(jī)頭外環(huán)流道的模型的建立
3. 1.1心形流道的幾何模型
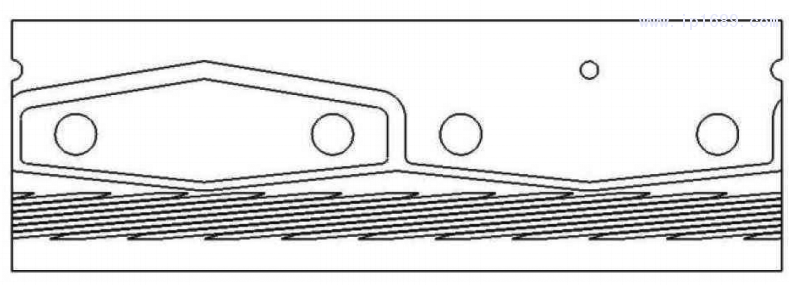
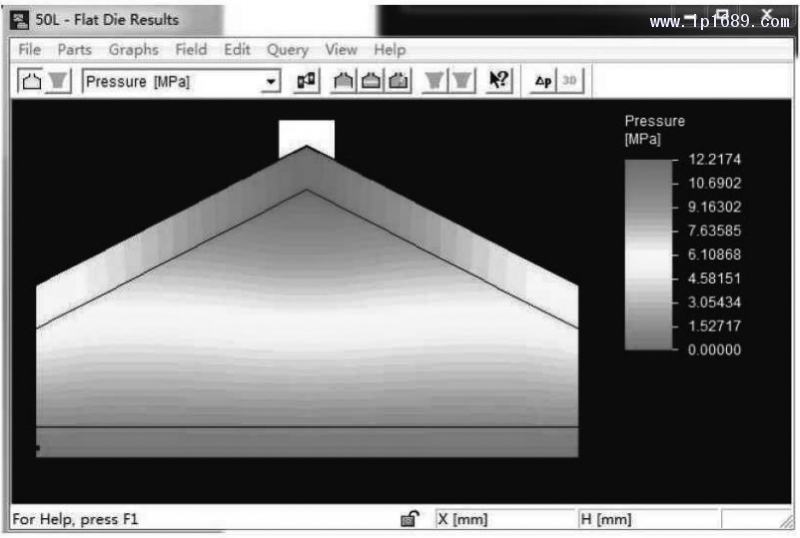
圖13為機(jī)頭外層流道的實(shí)體圖,圖14為機(jī)頭外層流道展開圖,從圖中看出機(jī)頭中流道的分布情況,該流道分為兩個(gè)部分,上部為心形流道,下部為螺旋流道。心形流道采用FLOW2000 軟件仿真時(shí),利用軟件的Flat Die模塊,即扁平機(jī)頭仿真模塊進(jìn)行分析研究其溫度 、 壓力和流動(dòng)的情況 。
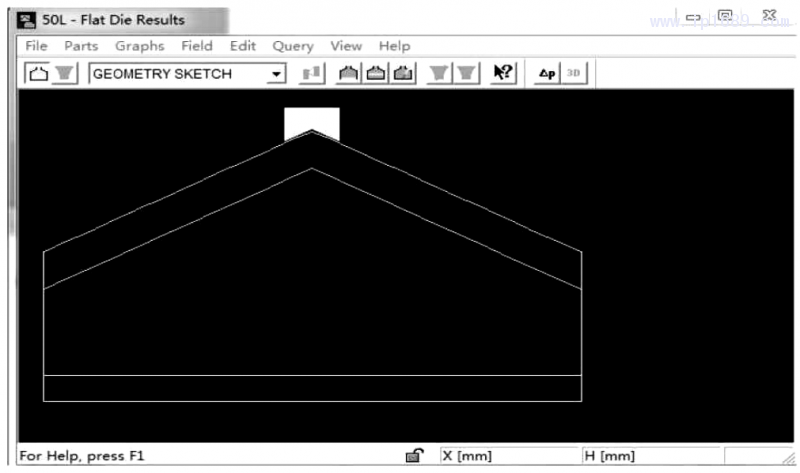
圖15為FLOW2000中輸入心形流道的幾何尺寸后生成的流道幾何模型。
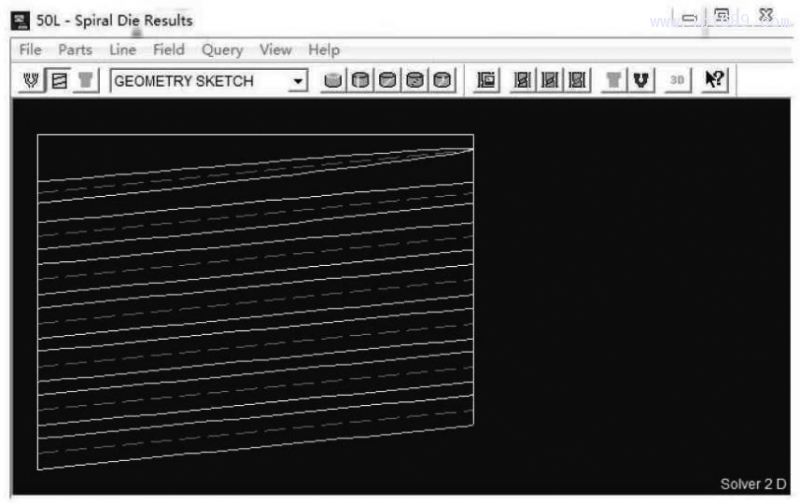
3.1.2螺旋流道的幾何型
圖16為FLOW2000中輸入螺旋流道的幾何尺寸后生成的流道幾何模型。
上圖為展開的螺旋流道幾何圖形,與圖14對(duì)于此機(jī)頭相吻合。
3.2 機(jī)頭外環(huán)流道心形部分仿真分析
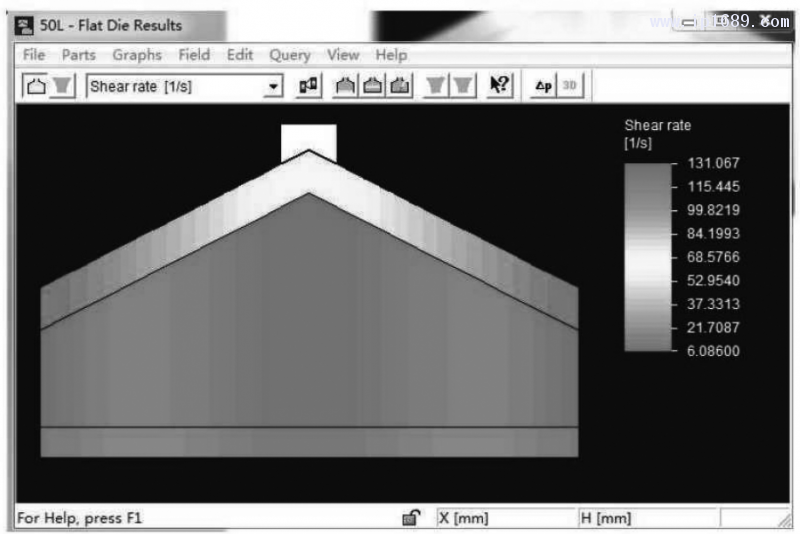
心形流道模型建立好以后,在軟件中輸入材料參數(shù)后進(jìn)行分析計(jì)算。流道的壓力變化情況如圖17所示。溫度變化曲線如圖18所示。剪切速率變化情況如圖19所示。
從FLOW2000的分析圖表可以看出,流道的溫度變化在2℃之內(nèi),即流道由于壓力的提高造成的溫度升高不超過(guò)2℃,壓力降為12.2MPa,對(duì)此來(lái)說(shuō)完全滿足機(jī)頭流道的要求。
3.3 機(jī)頭外環(huán)流道螺旋部分仿真分析
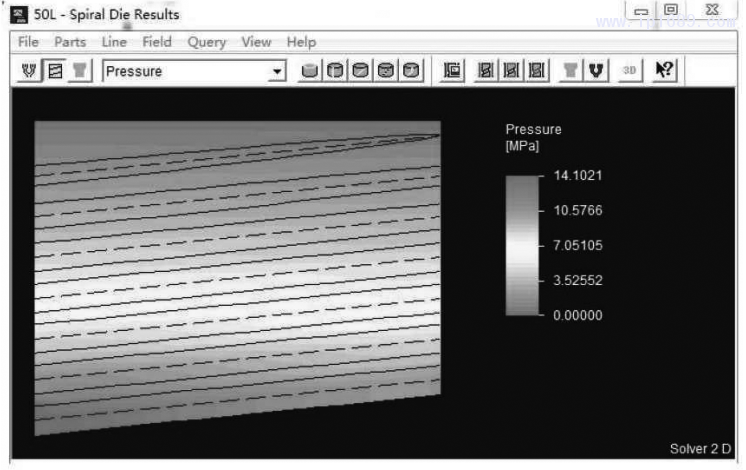
螺旋流道模型建立好以后,在軟件中輸入材料參數(shù)后進(jìn)行分析計(jì)算。流道的壓力變化情況如圖20所示,溫度變化曲線如圖21所示。剪切速率變化情況如圖22所示。
從FLOW2000的分析圖表可以看出,流道的溫度變化在4°C之內(nèi),即流道由于壓力的提高造成的溫度升高不超過(guò)4°C,壓力降為14.1MPa,對(duì)于此機(jī)頭來(lái)說(shuō)完全滿足機(jī)頭流道的要求。此螺旋流道產(chǎn)生的溫度變化與心形流道相比較大一些,壓力下降明顯,但此模擬的 結(jié)果數(shù)據(jù)顯示也是符合要求的 。
04 基于三層型坯機(jī)頭的平臺(tái)構(gòu)建與實(shí)驗(yàn)研究
4.1 三層型坯機(jī)頭的生產(chǎn)試驗(yàn)
機(jī)器的技術(shù)參數(shù)分為設(shè)計(jì)參數(shù)和實(shí)際參數(shù),內(nèi)容包括設(shè)備型號(hào)、尺寸和導(dǎo)入或者導(dǎo)出的數(shù)據(jù)等參數(shù)。此三層型坯機(jī)頭的部分技術(shù)參數(shù)如下:
機(jī)器型號(hào):TDB-50L×3 最大制品容量(L):50
工位數(shù):單 空循環(huán)(pc/h):450
油泵電動(dòng)機(jī)功率(kW):22 鎖模力(kN):260
開合模行程(mm):450-1000 儲(chǔ)料量(L):6.6
單模頭最大口模直徑(mm):350 模頭加熱區(qū)段數(shù):7
單模模頭加熱功率(kW):21.5 吹氣壓力(MPa):0.8
氣體用量(m3/min):1.0 冷卻水壓力(MPa):0.3
用水量(L/min):85 機(jī)器重量(噸):16
模具最大尺寸(寬×高)(mm):700950
機(jī)器外形尺寸(長(zhǎng)×寬×高)(m):5×2.4×4.2
擠出機(jī)擠料出量(kg/h):①號(hào)55:②號(hào)115;③號(hào)55
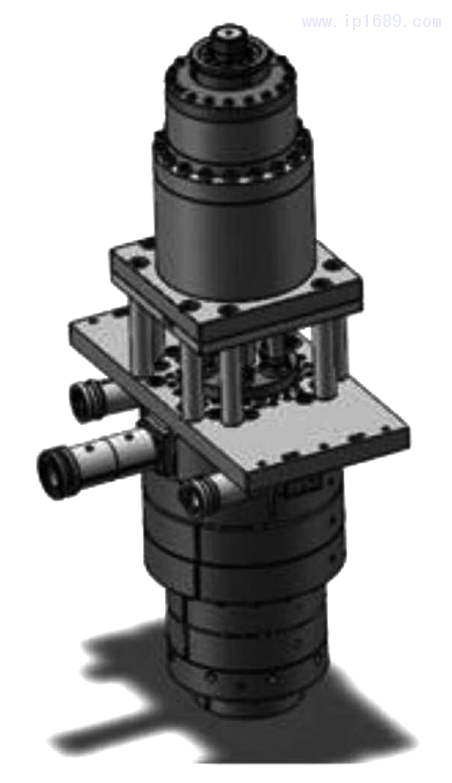
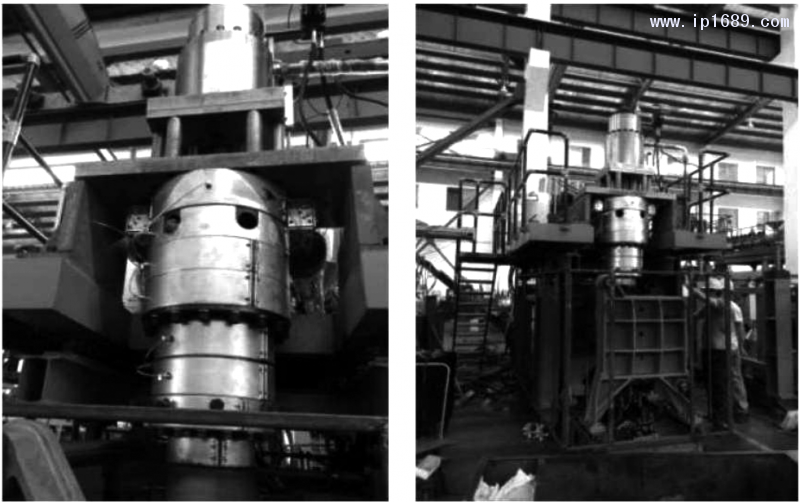
吹塑機(jī)頭既是一個(gè)獨(dú)立的部件,又是整體的一部分,一臺(tái)吹塑設(shè)備可以更換不同的吹塑機(jī)頭來(lái)滿足生產(chǎn)要求,將此三層型坯機(jī)頭裝配在工作設(shè)備上進(jìn)行生產(chǎn)調(diào)試,如圖23所示。
生產(chǎn)調(diào)試是吹塑機(jī)頭投入使用前的最后一步工作,調(diào)試過(guò)程中主要關(guān)注的內(nèi)容有:
(1)該三層型坯機(jī)頭在吹塑設(shè)備中能否適應(yīng)安裝;
(2)安裝完成后能否正常運(yùn)行,進(jìn)行生產(chǎn);
(3)在生產(chǎn)過(guò)程中機(jī)頭的各部件能否滿足實(shí)際生產(chǎn)工作條件,是否運(yùn)行穩(wěn)定;
(4)實(shí)際生產(chǎn)表現(xiàn)的技術(shù)參數(shù)與理論設(shè)計(jì)參數(shù)有何區(qū)別;
(5)生產(chǎn)出來(lái)的型坯質(zhì)量如何;
(6)生產(chǎn)完成后機(jī)頭的拆卸與清理是否方便;
(7)顯示出其他不足和需要改進(jìn)的地方。
在生產(chǎn)調(diào)試過(guò)程中也能看到一些理論設(shè)計(jì)時(shí)忽略或者與理論設(shè)計(jì)不同情況,如進(jìn)行生產(chǎn)時(shí),液壓缸所需的實(shí)際液壓壓力比理論設(shè)計(jì)的小,這也使得相關(guān)設(shè)計(jì)更加安全可靠。
機(jī)頭的拆裝與清理,吹塑機(jī)頭在擠出熔融塑料的生產(chǎn)過(guò)程結(jié)束后,內(nèi)部流道會(huì)有剩余的原料殘留,這些殘留的原料在下次進(jìn)行生產(chǎn)時(shí)將會(huì)作為廢料擠出,有些難以擠出的殘留原料需要進(jìn)行拆卸清理,拆卸后的機(jī)頭相關(guān)零件實(shí)物圖如圖24所示。
上圖中右邊流道內(nèi)的原料在裝配前需要全部清理干凈,特別是需要換顏色時(shí),可以更快的實(shí)現(xiàn)換料換顏色的目的。
4.2 三層型坯機(jī)頭吹塑制品性能檢測(cè)
此三層型坯機(jī)頭中空吹塑成型機(jī)經(jīng)調(diào)試生產(chǎn)出的三層中空型料桶如圖25所示,這種桶一般盛裝化工原料,有些化工原料具有毒性,甚至具有放射性,在運(yùn)輸和使用過(guò)程中難免有跌落撞擊的情況,所以塑料桶要具有一定的韌性和強(qiáng)度,有些化工原料具有揮發(fā)性,所以塑料桶還要在承受一定壓力下具有密封性。韌性需要通過(guò)拉伸試驗(yàn)來(lái)測(cè)試,強(qiáng)度需要通過(guò)跌落試驗(yàn)來(lái)測(cè)試,密封性需要通過(guò)測(cè)漏儀器來(lái)測(cè)試。桶身每個(gè)地方的壁厚也非常重要,壁厚均勻性好,桶的各項(xiàng)性能指標(biāo)也會(huì)好。只需要將塑料桶切割開來(lái),用游標(biāo)卡尺直接測(cè)量,即可計(jì)算出桶的壁厚均勻度。
4.2.1三層塑料桶的拉伸試驗(yàn)
三層型坯機(jī)頭中空吹塑成型機(jī)生產(chǎn)出的三層中空塑料桶的拉伸試驗(yàn)需要用如圖26所示的拉伸試驗(yàn)機(jī)對(duì)拉伸樣條進(jìn)行拉伸試驗(yàn)。拉伸樣條如圖27所示。
做本塑料桶時(shí),需要同時(shí)制作此樣條,做5個(gè)樣條,可以用拉伸試驗(yàn)機(jī)做5組數(shù)據(jù),取5組數(shù)據(jù)的算術(shù)平均值作為結(jié)果。如表1(拉伸試驗(yàn)結(jié)果)所示。
本樣條材料為HDPE50100高密度高分子量聚乙烯,測(cè)試結(jié)果符合HDPE50100材料的固有特性,做出的桶同樣滿足拉伸韌性的要求。
4.2.2三層塑料桶的跌落試驗(yàn)
三層型坯機(jī)頭中空吹塑成型機(jī)生產(chǎn)出的三層中空塑科桶的跌落試驗(yàn)是將桶裝滿水,擰緊蓋子,從3米高度自由落體,反復(fù)跌3次,桶不破裂,滿足要求。
4.2.3三層塑料桶的測(cè)漏試驗(yàn)
三層型坯機(jī)頭中空吹塑成型機(jī)生產(chǎn)出的三層中空塑料桶的測(cè)漏試驗(yàn)是將桶放置在測(cè)漏機(jī)上。測(cè)漏機(jī)一般為差壓型測(cè)漏機(jī),其原理為:在系統(tǒng)中自備有個(gè)參考容積(也稱標(biāo)準(zhǔn)容積),而被測(cè)系統(tǒng)為另個(gè)容積、采用個(gè)受控的閥來(lái)將這兩個(gè)容積連接起來(lái),當(dāng)同時(shí)對(duì)它們充氣時(shí),它們的壓力一致,然后關(guān)閉這個(gè)連通的受控閥,在擱置一會(huì)后,因標(biāo)準(zhǔn)容積是全封閉是不會(huì)泄露的,因此它的壓力為充氣壓力,而被測(cè)件若有泄露將會(huì)出現(xiàn)壓力下降,測(cè)漏越多,壓力降值越多,直至完全漏完,采用一個(gè)傳感器測(cè)量這兩端的壓力,即可測(cè)出型料桶是否泄露,本三層型料桶經(jīng)測(cè)試:不泄露,完全符合要求。
4.2.4三層塑料桶的壁厚均勻度檢測(cè)
三層型坯機(jī)頭中空吹塑成型機(jī)生產(chǎn)出的三層中空塑料桶的壁厚均勻度檢測(cè)桶是將塑料桶切割開來(lái),用游標(biāo)卡尺直接測(cè)量,即可計(jì)算出桶的壁厚均勻度。圖28為測(cè)量出的桶身一周各處的壁厚尺寸。
由圖28可以看出桶的最厚壁厚為4.0mm,最薄壁厚為3.8,相差0.3mm。桶的壁厚均勻度按式(1)計(jì)算。
式中
式中
D一一壁厚均勻度,單位為%。
A一一最厚壁厚,單位為mm。
A1一一最簿壁厚,單位為mm
將數(shù)據(jù)代入計(jì)算得:
D=5% (2)
此桶的壁厚均勻度符合中空吹塑機(jī)行業(yè)標(biāo)準(zhǔn)的要求。
5總結(jié)與展望
本文主要對(duì)“中空吹塑機(jī)成型機(jī)三層型坯機(jī)頭”所涉及的關(guān)鍵技術(shù)進(jìn)行研發(fā),并通過(guò)實(shí)物驗(yàn)證得出結(jié)論。
(1)主要對(duì)三層型坯機(jī)頭的整體和內(nèi)部機(jī)械結(jié)構(gòu)進(jìn)行了研究設(shè)計(jì),在設(shè)計(jì)時(shí)相關(guān)液壓控制系統(tǒng)和機(jī)頭型坯出口結(jié)構(gòu)可以借鑒當(dāng)前學(xué)者已有的研究成果,而機(jī)頭中重點(diǎn)的流道結(jié)構(gòu)以及三層流道的整體布置則需要通過(guò)設(shè)計(jì)與仿真驗(yàn)證來(lái)確定合理的方案。設(shè)計(jì)時(shí)三維設(shè)計(jì)軟件的使用極大地提高工作效率,縮短生產(chǎn)周期,節(jié)約設(shè)計(jì)成本。
(2)使用ANSYS Workbench分析軟件對(duì)旺塑機(jī)頭中的關(guān)鍵液壓缸缸筒進(jìn)行了有限元強(qiáng)度分析,經(jīng)過(guò)分析對(duì)比,確定零件符合設(shè)計(jì)要求。
(3)使用FLOW2000分析軟件對(duì)三層型坯機(jī)頭中的外層流道進(jìn)行了仿真模擬分析,外層流道包括心形流道部分和螺旋流道部分,仿真分析首先建立外層流道的心形流道和螺旋流道的幾何模型,再求解,最后以圖片的形式得到分析的最終結(jié)果。經(jīng)過(guò)分析對(duì)比,確定流道尺寸符合設(shè)計(jì)要求。
(4)主要對(duì)三層型坯機(jī)頭進(jìn)行平合構(gòu)建和實(shí)驗(yàn)研究,具體研究?jī)?nèi)容包括:三層型坯機(jī)頭的生產(chǎn)實(shí)驗(yàn)、三層型坯機(jī)頭吹塑制品性能檢測(cè)。對(duì)三層型坯機(jī)頭吹塑制品性能檢測(cè)包括:拉伸試驗(yàn)、跌落試驗(yàn)、測(cè)漏試驗(yàn)和壁厚均勻度檢測(cè),均達(dá)到預(yù)期設(shè)計(jì)的要求。
隨著塑料制品市場(chǎng)競(jìng)爭(zhēng)的日益加劇,降低原材料成本是塑料制品企業(yè)目前生存下來(lái)的關(guān)鍵。大型單層機(jī)頭中空成型機(jī)必然被多層中空制品生產(chǎn)設(shè)備所取代,因此,對(duì)多層中空制品設(shè)備提出了新的要求和挑戰(zhàn)。中空吹塑成型機(jī),尤其是大型中空吹塑和多層中空吹塑機(jī)在未來(lái)仍是很有發(fā)展前景的機(jī)械設(shè)備,多層中空吹塑機(jī)頭的相關(guān)技術(shù)更是吹塑設(shè)備中的重點(diǎn)方向。目前國(guó)內(nèi)自行研發(fā)的吹塑設(shè)備在綜合性能上與國(guó)外同類先進(jìn)設(shè)備和技術(shù)還有一定的差距,這也是未來(lái)我國(guó)國(guó)內(nèi)該行業(yè)值得研究和探索的領(lǐng)域。

















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













