關鍵詞:激光打標����、聚丙烯�、蓄電池
1 引言
隨著科學技術的發(fā)展�����,合成樹脂材料因其獨特的本征特性在汽車工業(yè)�����、航空航天業(yè)、電子業(yè)和醫(yī)學業(yè)等領域得到越來越多的應用�����。同時�,由于社會分工日益細化以及產(chǎn)品同質(zhì)性越來越強,差異性越來越少�,產(chǎn)品制造商除了制造優(yōu)質(zhì)的產(chǎn)品外�,越來越注意通過對產(chǎn)品實行標記����,承載一定的信息以表明自身產(chǎn)品的獨特性并保障對自身產(chǎn)品的信息可追溯性。
產(chǎn)品體積日益小型化和產(chǎn)品承載信息的日益擴大化使得傳統(tǒng)的印刷����、熱塑�、機械雕刻等傳統(tǒng)工藝逐漸顯現(xiàn)出其局限性,同時,由于激光打標技術具有清潔、高效不損壞基體材料以及具有高分辨率等優(yōu)點�����,其在合成樹脂上打標日益顯現(xiàn)出其獨特的優(yōu)勢�����。
激光標記的原理是利用激光輻射,在聚合物基體內(nèi)產(chǎn)生局部高能量�,這些能量被聚合物基體或添加劑吸收�����,轉(zhuǎn)化成熱能,從而引發(fā)聚合物內(nèi)部的各種物理或化學變化����,產(chǎn)生標記效果����。
近幾年來����,激光在塑料材料上的打標應用得到快速的發(fā)展,同時�����,在蓄電池的生產(chǎn)車間激光打標技術也已經(jīng)得到了廣泛的應用����。
在蓄電池殼體注塑過程中,注塑材料往往是由一種原料和多種添加劑共混而成�����,以黑色聚丙烯殼體為例�,該種注塑殼體的混合料一般是由聚丙烯原料、以及部分黑色母�����、聚乙烯�����、POE共混而成。由于是共混料,因此殼體材料的均一次性無法保證�����,也正是由于這個原因�����,導致蓄電池塑殼在進行激光打標時����,會出現(xiàn)一定數(shù)量的激光打標失效殼體����,影響了電池外觀質(zhì)量及產(chǎn)品的可追溯性。
針對這一問題�����,本文在黑色聚丙烯注塑殼體體系下探討了注塑材料中個添加劑對激光打標效果的影響�。
2 實驗部分
2.1 實驗原料與試劑
PP(共聚級),主要由沙比克天津石化分公司和北歐化工提供�����;HDPE、LDPE����、POE,由美國陶氏化學提供;黑色母�,由奇欣塑業(yè)有限公司提供�����。
2.2 主要儀器、設備
立式混料機(SHR-50A型),張家港泰榮機械制造有限公司����;雙螺桿擠出機(SHJ-36型)�����,南京杰恩特機電有限公司;立式混料機(SHR-50A型),張家港泰榮機械制造有限公司�����;注塑機(HTF-360型)�����,寧波海天塑料機械有限公司�;微機控制電子萬能試驗機(CMT6104型)�,美特斯工業(yè)系統(tǒng)(中國)有限公司;擺錘式?jīng)_擊試驗機(ZBC7151-B)型,美特斯工業(yè)系統(tǒng)(中國)有限公司����。
2.3 實驗方案
蓄電池殼體材料使用的聚丙烯是主要是由PP�����、PE嵌段共聚而成�����,后續(xù)改性過程中會增加增韌劑以及色母等�����。所以,一般生產(chǎn)原料聚丙烯是由LDPE����、HDPE�、POE�����、黑色母等共混改性而成�,所以項目組探討了各類成分對黑色聚丙烯塑蓋激光打標效果影響的研究�。具體實驗方案如下:
實驗過程中雙螺桿擠出機的九段溫度分別設定為 175℃、185℃����、195℃�����、215℃、225℃�、235℃�����、235℃、220℃�����、220℃����,螺桿轉(zhuǎn)速設定為35r/min ,喂料控制在 35r/min����。鑄帶經(jīng)冷卻風干后����,使用冷切粒機造粒�����。共混物顆粒干燥后使用注塑機注塑成符合測量標準殼體�,注塑溫度為 210-260℃�����。
3 實驗結(jié)果及分析
3.1 聚丙烯中各成分對激光打標質(zhì)量的影響分析
圖1-3分別是四種料共混造粒�、注塑成塑殼后的激光打標效果圖�,從圖中可以看出四種共混料激光打標后的效果良好,顏色對比明顯����,有較好的邊緣清晰度����。而圖4����,對比四種混合料的打標效果發(fā)現(xiàn)����,無論是POE、LDPE、還是HDPE與原料和黑色母共混后打標效果并無明顯差異����,而且三種共混料與只有黑色母和原料的共混料打標效果相同�,因此�����,可以推測出�����,部分黑色聚丙烯塑蓋打標失效的原因與原料中混入的色母有關。
3.2 聚丙烯中色母添加量對激光打標質(zhì)量的影響分析
1)實驗方案
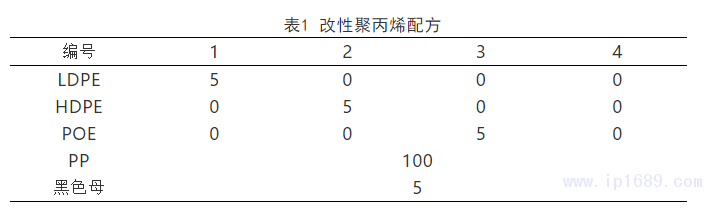
為找出黑色母對黑色聚丙烯塑蓋打標質(zhì)量的影響����,項目組制備了五組含不同份數(shù)黑色母的聚丙烯塑蓋����,配比方案(份數(shù)比)如下表:
2)實驗結(jié)果分析
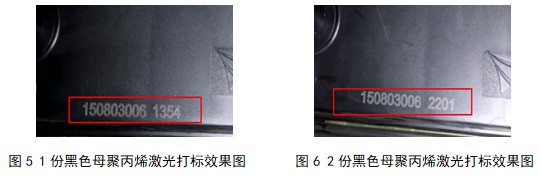
圖5�、圖6分別是黑色母與原料比為1:100、2:100的共混聚丙烯塑蓋激光打標效果圖,從圖中可以看出�����,兩種材料的打標效果基本相同����,打標顏色正常。
圖7、圖8分別是色母含量為10份、15份的聚丙烯塑蓋,從打標效果來看�,含10份色母的聚丙烯塑蓋打標效果正常����,但是�����,當色母含量達到15份時,打標效果變差,即塑蓋上只出現(xiàn)了打標序列號的凹槽�,而凹槽內(nèi)的聚丙烯顏色并沒有發(fā)生變化����,導致打標序列號不清晰。
隨著色母含量的增大,當其達到20份、25份的添加量時�����,打標效果同15份色母含量打標效果相同�,而純色母的塑蓋激光打標時甚至連序列號凹槽都很難產(chǎn)生(如圖11所示),這說明,聚丙烯共混料中黑色母的份數(shù)會嚴重影響打標效果,隨著色母含量的增大,打標印記顏色對比度越來越差。而黑色母含量過高會影響塑蓋激光打標效果的原因可能是�,本次實驗中激光標記都是黑色聚丙烯塑蓋標記淺色序列號�����,而深色基體標記淺色序列號的原理是塑料基體及照射后燃燒或氣化,內(nèi)部某些成分分解產(chǎn)生氣態(tài)分子,出現(xiàn)發(fā)泡現(xiàn)象,這些氣泡被塑料基體包圍�,通過合適的激光能量照射�,可以得到具有較高折射率的混合相����,在發(fā)泡處呈現(xiàn)淺色標記。聚丙烯共混料中色母含量過高,其中的炭黑等無機黑色物質(zhì)將會阻止激光照射下聚丙烯的發(fā)泡行為,因此�����,打標區(qū)域的聚丙烯顏色變化將會不明顯�。
3.3 適應激光打標聚丙烯材料的制備
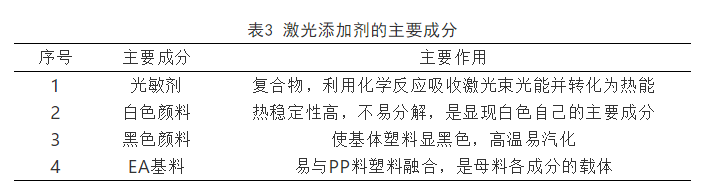
為改善聚丙烯材料的激光打標性能,筆者選用了一種市面上銷售的激光打標粉作為聚丙烯的改性劑。
該激光打標粉一般是由光敏化合物與塑料基體組合而成�,經(jīng)過激光照射后����,自身顏色發(fā)生變化����,或是通過吸收熱量引起周圍塑料顏色發(fā)生變化�,從而產(chǎn)生明顯標記。具體實驗方案及實驗結(jié)果如下:
從打標效果可以看出�����,當色母含量是正常值即5%時����,激光打標產(chǎn)生的淺色標記亮度大,對比度高�,相對有較好的邊緣清晰度�。而當色母含量達到15%-20%時����,激光標記依舊清晰,這說明����,該種打標粉能有效的改善因色母含量過高而造成的打標失效的現(xiàn)象�。
3.4激光打標粉對材料力學性能的影響
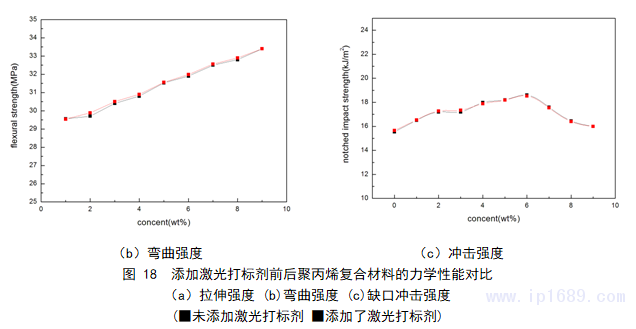
圖18中的(a)(b)(c)分別為添加不同份數(shù)色母的聚丙烯材料材料的拉伸�、彎曲以及沖擊強度,具體如下所示:
從上圖中可以觀察到����,添加激光打標劑前后�����,聚丙烯復合材料的力學性能變化不大(可忽略不計),也就是說�,激光打標劑的加入對聚丙烯復合材料的力學性能幾乎沒有影響。這說明激光打標劑的加入有效的改善了聚丙烯材料的激光打標性能,而并沒有對材料的物理性能產(chǎn)生影響�����,因此該種材料適合用作聚丙烯材料的激光打標添加劑�����。
4 結(jié)論
1.聚丙烯共混料中色母的含量會影響其激光打標性能�����,而原材料中的POE、PE����、以及HDPE等對激光打標性能影響不大����。隨著色母含量的增大,其中的炭黑等無機黑色物質(zhì)將會阻止激光照射下聚丙烯的發(fā)泡行為����,因此����,激光打標印記邊緣越來越模糊����,顏色對比度會越來越差。
2. 激光打標粉的加入能有效地改善聚丙烯塑蓋的打標效果����,激光標記亮度大,對比度高����,有較好的邊緣清晰度����。這說明激光打標劑的加入使得聚丙烯材料與激光束發(fā)生了有效的反應����,而材料本身的物理特性并沒有在反應之后發(fā)生改變,因此激光打標添加劑在提高聚丙烯材料的激光打標效果方面有廣闊的應用前景。(文章來源于網(wǎng)絡)





























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...





