澆口又稱進料口,是連接分流道與型腔之間的一段細短流道(除直接澆口外), 它是澆注系統的關鍵部分。
來源: 發布時間:2019年04月24日 09:36:58 閱讀:7506
持續施加壓力,壓實熔體,增加塑料密度(增密),以補償塑料的收縮行為。在保壓過程中,由于模腔中已經填滿塑料,背壓較高,注射機螺桿僅能慢慢地向前做微小移動,塑料的流動速度也較為緩慢,這時的流動稱作保壓流...
來源: 發布時間:2019年04月19日 11:59:32 閱讀:7686
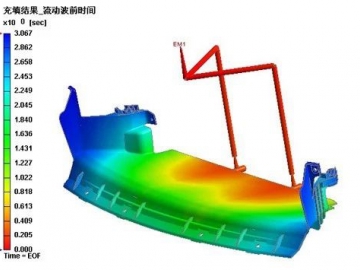
塑件翹曲的原因在于不均勻的收縮,如果在模具設計階段不考慮填充過程中收縮的影響,則制品的集合形狀會與設計的要求相差很大,嚴重的變形會導致制品的報廢。
來源: 發布時間:2019年04月15日 16:48:50 閱讀:6775
成型機鎖模力不足。選擇注塑機時,機器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時形成的張力,否則將造成脹模,出現分型面毛邊。
來源: 發布時間:2019年04月09日 16:43:49 閱讀:8232
熱流道系統,又稱熱澆道系統,主要由熱澆口套,熱澆道板,溫控電箱構成。我們常見的熱流道系統有單點熱澆口和多點熱澆口二種形式。
來源: 發布時間:2019年04月08日 16:34:23 閱讀:7517
溢料又稱飛邊、毛邊或披鋒等。制品生產過程中,模具的鎖模力低,難以保持成型整個過程模具緊閉,模具結構變形在分型線處有縫隙,在型腔壓力較高處便會造成溢料。
來源: 發布時間:2019年04月02日 09:11:22 閱讀:6935
在使用注塑機時,注塑機液壓系統可能出現的故障是多種多樣的。它是許多因素綜合影啊的結果,離散性比較大。因此,在進行故障診斷時,必須對引起故障的因素逐一分析,注意其內在聯系,找出主要矛盾,這樣才能比較...
來源: 發布時間:2019年04月01日 09:49:14 閱讀:7867
隨著近年來模具工業的快速發展,同時新技術,新工藝的應用范圍不斷擴大和進步,從傳統的經驗積累到軟件開發的應用已有了質的變化。
來源: 發布時間:2019年03月20日 14:48:30 閱讀:6492
結晶型塑料的結晶度與結晶形態影響到制品的物理、機械性能。若成型時的冷卻速度慢,有利于結晶的進行,可以提高結晶度。因此,要得到機械性能優良與表面光澤好的制品對于模溫的控制是極為重要的。
來源: 發布時間:2019年03月14日 15:24:22 閱讀:8337






























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





