潘平盛
廣東理工學院工業自動化系,廣東肇慶 526040
摘要:為滿足工業生產要求和提高企業的生產效率,設計了一種新型的工業生產線自動化搬運碼垛機械手及控制系統。介紹了碼垛機械手結構及檢測柜平臺的設計與安裝、機械末端氣動控制系統、電力控制系統。提出觸摸屏作為上位機,以PLC作為控制器,三位五通換向電磁閥、伺服電機、氣缸為驅動設備的電氣機械手控制方法,重點講解了氣動回路、控制系統的硬件組成以及PID參數對控制伺服電機影響。最后,對整個電氣控制系統回路進行調試和實驗。實驗數據表明:該電氣控制系統設計合理,能夠達到企業的生產要求。
關鍵詞:自動化生產線;控制系統;氣動回路;PLC
1引言
隨著經濟的不斷發展、人民美好生活對物質提高了要求,特別是對飲食和衣著方面。因此,提高生產技術至關重要,而在工業生產中,機械手具有穩定性高、操作簡單、以及高效率等特點,很好的適應在特殊場合和工作環境中,廣泛應用在工業、食品、醫療等領域[1-2]。目前,我國碼垛機械手控制系統上取得很大突破和研究。例如:文獻[3]研究的玻璃檢測機氣動系統設計,設計了一種氣動控制的玻璃檢測機機械臂,并闡述了其工作原理;文獻[4]設計了鋼化玻璃碎片快速檢測裝置,對裝置結構和控制系統進行了優化,實驗數據也能很好地驗證其檢測效果;文獻[5]對板材下料自動拾取機器人控制系統進行的設計,利用Simulink對機器人結構進行了分析和仿真。
設計的碼垛機械手是一種直角坐標式機械手,執行裝置是伺服電機和氣缸。機械手末端的夾取通過氣缸的伸縮來完成,而X、Y、Z三個方向的運動通過伺服電機的旋轉來帶動滾珠絲杠旋轉,從而實現前后、左右、上下直線運動。碼垛機械手創新點和優點在于:(1)X、Y、Z三個方向的運動通過伺服電機帶動滾珠絲杠旋轉,運動過程中負載能力強;(2)結構簡單,占地面積小,降低生產成本。
2機械手平臺的搭建及系統控制要求
2.1機械手基本組成結構
機械手主要由支架3.Y方向的移動臂、4.Z方向的升降臂、6.末端吸盤以及10.電機組成,如圖1所示。機械手主要安裝在傳輸線兩側,如圖2所示。左側是將傳輸線上產品抓取并放入檢測柜的每一層中,右側機械手平臺主要是將檢測完成的產品取出并放入傳輸線。產品檢測柜平臺,主要組成有多層架構、產品檢測儀。其作用是將傳輸線上傳送過來的待檢產品進行檢測。而多層架構可以實現快速擺放并進行檢測,提高檢測和抓取效率。
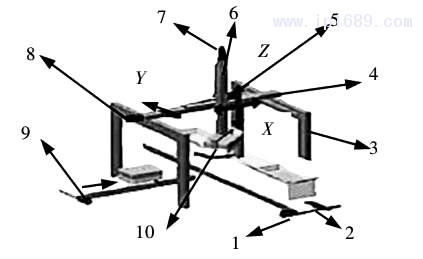 圖 1 碼垛搬運機械手平臺
圖 1 碼垛搬運機械手平臺
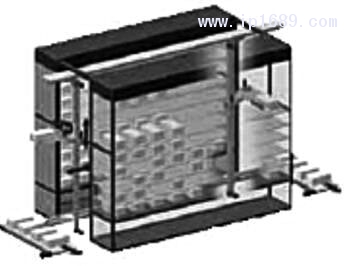 圖 2 自動化生產線碼垛柜平臺
圖 2 自動化生產線碼垛柜平臺
2.2機械手控制要求
將待檢產品經左側傳輸帶傳輸到檢測柜處,左側機械手將產品依次碼放在檢測柜的各層之間,待檢測完成后,右側機械手依次抓取并存放在右側傳輸帶中進入下一道工序繼續加工處理。機械手抓取工步順序具體要求如下:
抓取工步要求:
(1)X、Y方向水平移動情況:X方向移動是靠導滾珠絲杠完成的,而Y方向移動是靠導軌系統完成的,兩者都是由PLC脈沖輸出位置控制功能驅動伺服放大器控制伺服電機精確定位。
(2)變頻調速:控制過程中采用變頻器進行調速,便于控制機械臂前后、左右、上下運動。
(3)整個碼垛搬運過程可以由兩種操作方式完成搬運動作:
自動循環操作:按下啟動按鈕,機械手按照人為設定的控制程序連續完成碼垛搬運工作,直到按下停止按鈕,否則搬運工作一直進行;
手動操作:在設計過程中,末端吸盤吸取、X方向前后移動、Y方向左右移動、Z方向升降等8個動作步設置8個按鈕,分別控制機械手運動。
(4)末端吸盤吸附和松開、X方向移動、Y方向移動、Z方向升降等運動能實現精確定位,且每個動作相互之間必須有互鎖作用。
(5)機械手末端真空吸盤必須氣密性良好。
3氣動回路設計
3.1氣動回路基本組成
氣動回路組成包括:氣源裝置、介質、執行元件、控制元件、輔助部分[7]。機械手末端氣動原理圖,如圖3所示。主要由過濾器、調壓閥、電磁閥、換向閥、夾持氣缸組成。
電磁鐵動作順序,如表1所示。首先,當工件到達指定位置時,三位五通電磁換向閥左側YV1、換向閥YV3同時得電,處理后的氣體快速進入,使得機械手末端吸盤實現碼垛吸附;其次,當機械手運動到碼垛指定擺放位置時,三位五通電磁換向閥右側YV2、換向閥YV4同時得電,機械手末端實現碼垛松開,此時碼垛進入傳送帶進入下一道工序;最后,當YV1、YV2、YV3、YV4同時都處于失電情況下,機械手末端吸盤處于原位保持,等待下一個命令啟動。
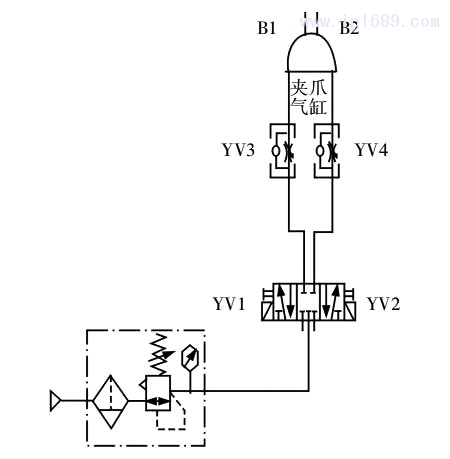 圖 3 機械手末端氣動原理圖
圖 3 機械手末端氣動原理圖
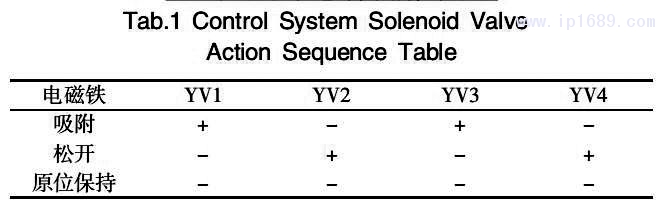 表 1 控制系統電磁閥動作順序表
表 1 控制系統電磁閥動作順序表
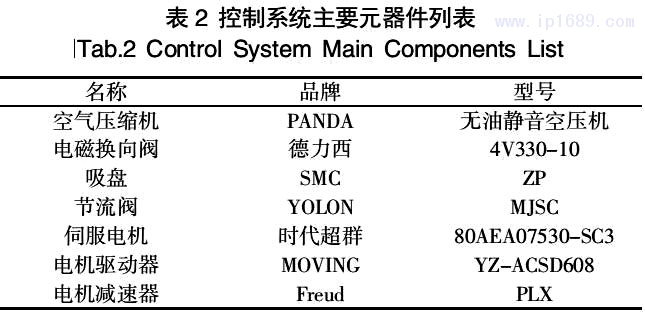
3.2電氣元件選型
設計的機械手控制系統中主要相關元器件型號,如表2所示。
3.3機械末端夾取吸盤力計算
末端執行機構吸盤臂上安裝1個吸盤,如圖1所示。吸盤直徑為: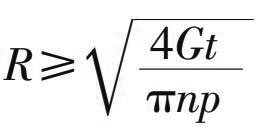
式中:G—碼垛重量,單位N;t—安全系數,當水平吸附碼垛時t≥4;n—洗盤的個數,此時n=1;P—吸盤真空度,單位為MPa;R — 吸盤直徑,單位mm。
試驗中,一塊碼垛的平均重力G=200N,單個吸盤直徑R= 160mm,因此在水平吸附吸附下,吸盤的真空度分別為:

4機械手控制系統設計
4.1系統硬件組成
機械手控制系統硬件組成包括:主控器PLC和外部輸入輸出設備。主控制器采用三菱PLC,包括電源、I/O、存儲器以及通訊端口;輸入設備包括傳感器、控制按鈕、控制面板以及觸摸屏;輸出設備主要包括電磁閥、變頻器、繼電器以及負載,例如報警燈,鳴笛等[8]。
4.2PLC編程
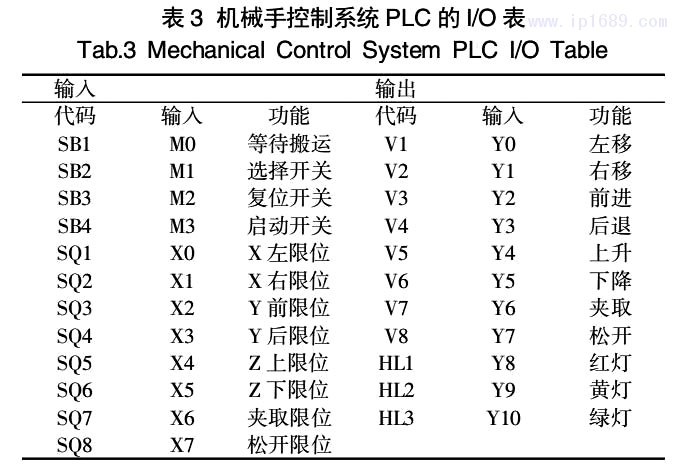
機械手控制系統主要有兩種控制模式:手動開關控制和觸摸屏控制。主控器三菱PLC上的I/O口作為輸入、輸出,控制著整個機械手動作。在手動控制情況下,需要8個開關控制著X、Y、Z方向的輸出伺服電機以及末端輸出夾取電磁換向閥,方便手動調試和檢修;在觸摸屏控制方式下,有單周期和自動循環選擇,通過點擊觸摸屏軟開關向觸摸屏輔助繼電器M發出命令,從而控制輸出線圈變化;其中M1作為單周期和自動循環選擇命令,M2為復位命令,M3為啟動命令,M0為等待搬運狀態命令。機械手控制系統PLC的I/O分配,如表3所示。當機械手系統初始化完成之后,在觸摸屏控制模式下,按下啟動按鈕M3時,機械手完成左移、右移、前進、后退、上升、下降、夾取、松開等多個工序,控制流程圖,如圖4所示。
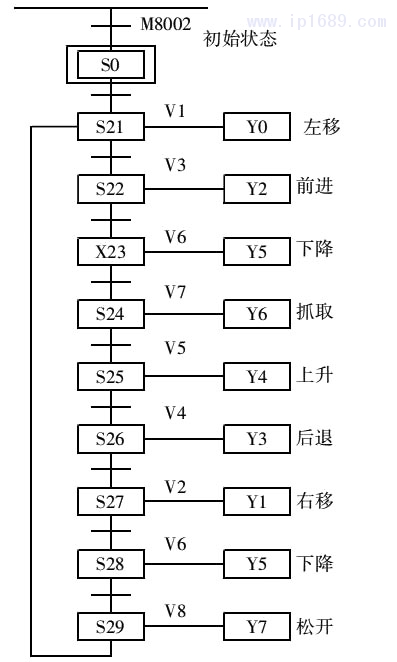
圖 4 機械手功能流程圖
4.3伺服電機控制模型
機械手控制系統分為:傳輸模塊和搬運模塊。皮帶輪傳輸和搬運機械手X、Y、Z方向移動主要通過控制伺服電機,機械手才能夠完成左移、右移、前進、后退、上升、下降、夾取、松開等多個工序。因此,伺服電機控制的研究對機械手的運動位置和速度具有重要的意義。伺服電機的物理模型,如圖5所示。

圖 5 伺服電機物理模型
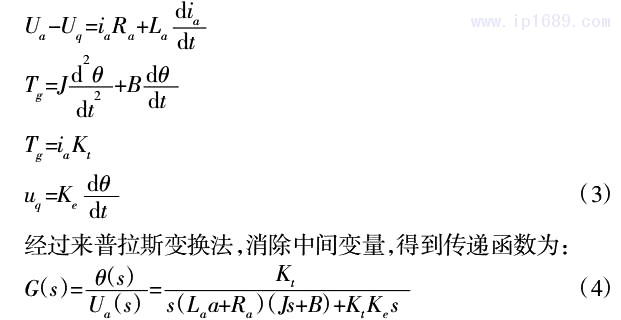
中:Ua—電樞輸入電壓(V);Ra—電樞阻值(H);La—電樞電感(H);ia—電樞電感(A);Uq—電樞電感(V);J—轉動慣量;θ—轉角(rad);B—粘性阻尼系數(N.m.s);Tg—電機電磁轉矩(N.m)。
根據牛頓第二定律及基爾霍夫定律[9],對圖6示意圖列出方程組:(3)
經過來普拉斯變換法,消除中間變量,得到傳遞函數為:
(4)
其中,J=3.23,B=3.51,Ra=4.00,La=2.75,Kt=Ke=0.03。
5觸摸屏界面建立及樣機實驗
5.1建立觸摸屏界面
機械手控制系統監控建立在工業組態基礎上,設計中我們采用MCGS的TPC1162Hi觸摸屏作為本次試驗的監控設備,在MCGS中建立搬運機械手變量和PLC變量,并且將兩者變量相互建立關系,最終得到系統聯機界面監測,如圖6所示。
5.2仿真結果和分析
將整個控制系統線路連接之后,設置電機驅動器不同的PID參數,如表4所示。通過操作上位機,測試出在不同PID參數下機機械設計與制造No.410Apr.2020械手運行狀態(包括平穩程度、達到平穩狀態所需要的時間),如表4所示。利用Matlab仿真實驗得出電機趨于穩定運行狀態的最優參數,且Matlab仿真PID控制方式下的階躍響應曲線,如圖7所示[10-11]。
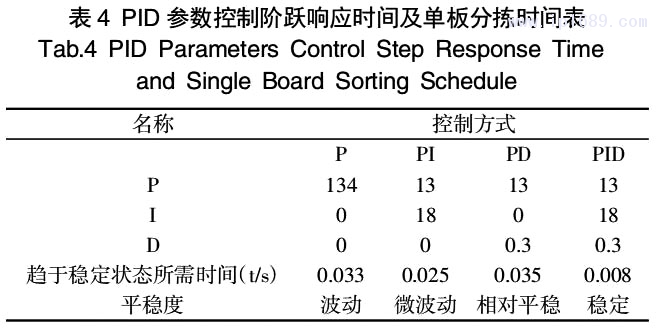
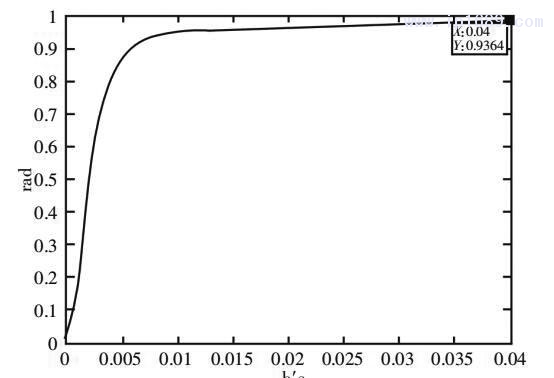
圖 7 PID 控制階躍響應圖
對比P、PI、PD、PID控制參數表表4和PID控制方式下的仿真曲線圖7,可以看出:
(1)PID控制方式下,系統快速趨于穩定狀態,所需要的時間最小。
(2)對比P、PI、PD、PID控制方式下,系統的平穩度從波動、微波動、相對平穩、穩定等狀態逐步趨于穩定。
(3)PID控制的響應曲線在輸出值沒有達到穩定狀態之前,系統沒有出現振蕩現象。
(4)PID控制輸出響應曲線達到穩定的時間為0.008s,響應速度比P、PI、PD控制明顯提高,且沒有靜態誤差。
因此,碼垛機械手X、Y、Z方向電機控制系統采用PID控制,PID控制比P、PI、PD控制其性能明顯提高,超調較小,穩定時間快,具有更好的動態性能。
6 結論
設計的機械手是一種直角坐標式機械手,執行裝置是伺服電機和氣缸:
(1)以碼垛搬運機械手為研究對象,設計了其自動化控制系統,介紹了機械手結構圖、氣動回路、電機控制、系統硬件組成、以及 PLC的 I/O分配;
(2)建立控制電機模型,利用組態王軟件建立人機交互按界面,通過Matlab仿真不斷調節 PID參數,得出P、PI、PD、PID控制下的伺服電機最優控制參數和階躍響應圖。實驗數據結果表明,PID控制下其性能明顯提高,超調較小,穩定時間快,具有更好的動態性能,能夠滿足設計要求。
參考文獻
[1]計時明,黃希歡.工業機器人技術的發展與應用[J].機電信息,2015(6):1-13.
[2]駱敏舟,方健.工業機器人技術發展及其應用[J].機械制造與自動化,2015(2):1-13.
[3]徐寶文,陳珂.玻璃檢測機氣動系統控制[J].液壓與氣動,2014(10): 89-90.
[4]邴智剛,吳淳杰,陳鋒.鋼化玻璃碎片快速檢測裝置的設計及實驗[J]. 化工管理,2017(5):59-61.
[5]王從宏,萬熠,王桂森.板材下料自動拾取機器人控制系統設計[J].實驗室研究與探索,2017(4):64-65.
[6]張強.料桶提升加料機構的研究與設計[D].南京:南京理工大學,2012.
[7]席文清,周傳俊,王志東.一種利用直線型氣缸代替擺動型氣缸的機構[J].金屬加工,2015(4):40-41.
[8]李攀,昌希武,顏高彥.基板上片機的機電一體化控制系統[J].中國高新技術企業,2013(17):64-65.
[9]陳建明.自動控制理論[M].哈爾濱:電子工業出版社,2009:52-55.
[10]石文昭.PID 控制系統的設計以及 MATLAB 仿真[J].電子技術與軟件工程,2016(21):109-110.
[11]Kayoko Hayashi,Toru Yamamoto.Closed-loop data-oriented design of a PID controller[J].IFAC Proceedings Volumes,2012(23).
[12]付瑞玲,樂麗琴.基于 MATLAB/Simulink 的 PID 參數整定[J].工業控制計算機,2013(8):75-76.
























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





