PE-UHMW/PE-HD熔融擠出初生絲擠出脹大現(xiàn)象模擬分析
付麗,薛平,劉麗超,賈明印
(北京化工大學(xué)機(jī)電工程學(xué)院,北京100029)
摘要:以熔融紡絲過程為研究對(duì)象,采用PTT本構(gòu)模型,運(yùn)用有限元分析方法,對(duì)高密度聚乙烯(PE-HD)改性超高分子量聚乙烯(PE-UHMW)共混物熔融法擠出初生絲的過程進(jìn)行了數(shù)值模擬,對(duì)比分析了口模溫度和熔體泵轉(zhuǎn)速的變化對(duì)擠出過程速度場(chǎng)和剪切速率場(chǎng)分布的影響,探究了影響初生絲擠出脹大現(xiàn)象的因素。研究表明,隨著擠出口模溫度的升高,初生絲擠出脹大現(xiàn)象明顯減弱,擠出脹大比從280℃的1.318降低到310℃的1.264。然而,隨著熔體泵轉(zhuǎn)速的增大,初生絲擠出脹大現(xiàn)象顯著增強(qiáng),擠出脹大比由轉(zhuǎn)速為1r/min的1.258增大到5r/min的1.318。
關(guān)鍵詞:超高分子量聚乙烯纖維;共混改性;熔融紡絲;擠出脹大;數(shù)值模擬
中圖分類號(hào):TS155.6 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1001-3539(2019)04-0053-06
超高分子量聚乙烯(PE-UHMW)纖維與碳纖維、芳綸纖維并稱為世界三大高性能纖維,其優(yōu)越的物理性能已使PE-UHMW纖維成為目前世界上比強(qiáng)度和比模量最高的纖維[1]。目前工業(yè)上主要采用凝膠紡絲法進(jìn)行PE-UHMW纖維的生產(chǎn),但是凝膠紡絲法工藝復(fù)雜,需要使用溶劑,成本高,易造成環(huán)境污染[2],而熔融紡絲法無需溶劑[3],工藝路線簡(jiǎn)單,成本低[4],具有很好的發(fā)展前景。
近年來,利用熔融法生產(chǎn)PE-UHMW纖維的研究越來越受到人們的關(guān)注。甄萬清等[2]研究了納米蒙脫土(MMT)對(duì)PE-UHMW纖維性能的影響,并從晶格變化的角度分析了纖維性能發(fā)生變化的原因;鄭艷超等[5]則分析了不同聚烯烴改性材料對(duì)PE-UHMW纖維熱性能、力學(xué)性能及纖維取向度等性能的影響,王非[6]、A.K.Doufas等[7]也分別做了相關(guān)研究。聚合物在熔融紡絲過程中不可避免的會(huì)出現(xiàn)擠出脹大以及熔體破裂現(xiàn)象,許多文獻(xiàn)[8–12]利用Polyflow軟件探究了工藝參數(shù)對(duì)擠出加工過程中聚合物擠出脹大現(xiàn)象的影響,發(fā)現(xiàn)利用氣輔成型的方法可以有效減小擠出脹大現(xiàn)象;相應(yīng)的擠出脹大現(xiàn)象對(duì)熔融紡絲過程的影響主要表現(xiàn)為得到的PE-UHMW初生絲的直徑大于口模直徑,二次拉伸之后制得的纖維尺寸也無法得到保障,這為加工生產(chǎn)帶來不可避免的困難。然而,目前針對(duì)紡絲過程中擠出脹大現(xiàn)象的模擬研究[13]比較少見,尤其是PE-UHMW熔融紡絲的過程;因此筆者利用Polyflow軟件進(jìn)行數(shù)值模擬,對(duì)高密度聚乙烯(PE-HD)改性PE-UHMW共混物熔融紡絲過程中初生絲的擠出脹大現(xiàn)象進(jìn)行分析研究。
1模型建立
1.1數(shù)學(xué)模型
根據(jù)PE-UHMW/PE-HD熔融紡絲過程中熔體在口模中的流動(dòng)現(xiàn)象和特點(diǎn),做出如下假設(shè):
熔體不可壓縮;流動(dòng)方式為穩(wěn)定的層流;忽略重力和慣性力的影響;熔體為黏彈性流體且等溫流動(dòng)。
連續(xù)性方程:
式中:
——速度矢量;
ρ——密度;
V——哈密爾頓算子。
動(dòng)量方程:
式中:
——應(yīng)力矢量;
g——重力加速度。
1.2材料模型
材料模型主要反映的是共混物料流動(dòng)過程中應(yīng)力和應(yīng)變之間的關(guān)系。模擬過程中只有真實(shí)的反應(yīng)這兩者之間的關(guān)系,才能得到相對(duì)準(zhǔn)確的模擬結(jié)果。此處采用PTT微分黏彈模型,因?yàn)樵撃P湍軌蚨康孛枋鼍酆衔锏募羟叙ざ群头ㄏ驊?yīng)力差,對(duì)于粘彈性流體的流動(dòng)來說,額外應(yīng)力張量分為黏彈性張量T1和牛頓分量T2,即T=T1+T2,其中牛頓分量T2=2η0D,其粘彈性分量T1計(jì)算方法如式(3)所示:
式中:η0——零切黏度;
η1——模型指定黏度系數(shù);
λ——松弛時(shí)間;
tr——張量微量;
η2——牛頓分量黏度系數(shù);
D——變形速率張量;
ξ——與剪切有關(guān)的材料參數(shù);
ε——與拉伸黏度有關(guān)的材料參數(shù);
V——下隨體時(shí)間導(dǎo)數(shù);
Δ——上隨體時(shí)間導(dǎo)數(shù)。
1.3幾何模型
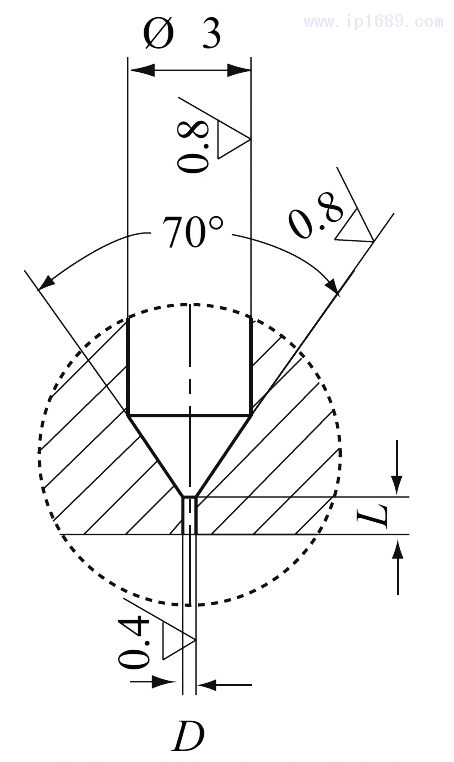
根據(jù)課題組之前的研究表明[7],PE-UHMW/PE-HD共混物熔融紡絲過程中圓柱形擠出口模長(zhǎng)徑比L/D為5,口模直徑D為0.6mm,口模收斂角為70°時(shí),初生絲具有較好的擠出穩(wěn)定性,同時(shí)模具也容易被清理,因此選用該結(jié)構(gòu)的噴絲板,其物理模型如圖1所示。
圖1擠出口模物理模型
2數(shù)值模擬
2.1三維模型建立
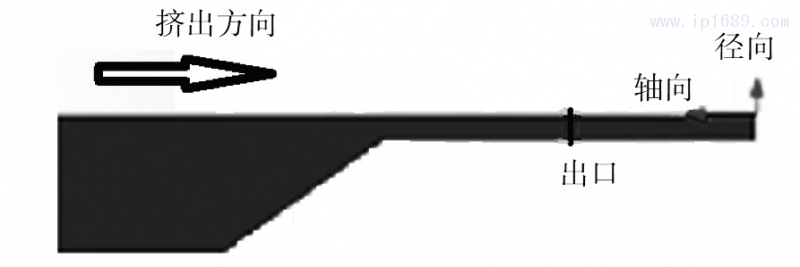
根據(jù)熔融紡絲擠出口模的物理模型,利用SolidWorks軟件建立三維模型,擠出口模三維模型示意圖如圖2所示。由于口模具有很好的對(duì)稱性,為減減少計(jì)算時(shí)間,方便分析,只對(duì)擠出口模的四分之一進(jìn)行數(shù)值模擬。
圖2擠出口模三維模型
2.2網(wǎng)格劃分
將三維模型導(dǎo)入GAMBIT軟件,利用GAMBIT軟件對(duì)流道中的物料進(jìn)行網(wǎng)格劃分,擠出物網(wǎng)格劃分的結(jié)果如圖3所示。
圖3擠出物網(wǎng)格劃分
圖3a顯示是初始網(wǎng)格劃分,共劃分單元3096個(gè),節(jié)點(diǎn)4420個(gè),邊界6個(gè),鄰域2個(gè)。擠出過程中,物料在擠出口模后,會(huì)發(fā)生擠出脹大現(xiàn)象,因此模擬過程中會(huì)發(fā)生網(wǎng)格重置現(xiàn)象,如圖3b所示。
2.3材料參數(shù)和工藝參數(shù)
筆者主要研究擠出口模溫度和熔體泵轉(zhuǎn)速對(duì)PE-UHMW/PE-HD共混物熔融紡絲擠出脹大現(xiàn)象的影響,而實(shí)驗(yàn)過程中擠出口模的溫度一般設(shè)定在280~310℃[15],熔體泵轉(zhuǎn)速設(shè)定在1~5r/min,因此模擬過程中溫度和轉(zhuǎn)速的變化也分別設(shè)定在這個(gè)范圍內(nèi)。
利用哈克旋轉(zhuǎn)流變儀測(cè)定不同溫度下PE-UHMW/PE-HD共混物的各項(xiàng)性能,發(fā)現(xiàn)其零切黏
度、穩(wěn)定剪切黏性流動(dòng)的無量綱材料參數(shù)、穩(wěn)態(tài)拉伸黏性流動(dòng)的無量綱材料參數(shù)及純黏性部分與總黏度的比值幾乎不發(fā)生變化,分別為9000Pa·s,0.75,0.63,1/9;松弛時(shí)間隨著溫度的升高而減小,在不同溫度下,分別為0.0155,0.0112,0.0091,0.0062,0.0059,0.0055,0.0034s(280~310℃,每5℃測(cè)一次)。
2.4邊界條件
口模入口處:分別設(shè)定入口體積流率為5×10–8m3/s(1r/min),1.0×10–7m3/s(2r/min),1.5×10–7m3/s(3r/min),2.0×10–7m3/s(4r/min),2.5×10–7m3/s(5r/min)。
自由表面末端處:fn=fs=0;
口模內(nèi)壁面:vn=vs=0;
初生絲表面:自由表面;
XY面和YZ面:對(duì)稱面。
vn表示法向速度,vs表示切向速度;
fn表示法向力,fs表示切向力。
2.5結(jié)果處理
綜合上述的物料參數(shù)、本構(gòu)模型及邊界條件的設(shè)置,運(yùn)用Polyflow進(jìn)行數(shù)值計(jì)算,并利用該軟件的CFD-post功能進(jìn)行結(jié)果處理,輸出擠出口模處的速度分布云圖和剪切速率分布云圖,分析擠出口模處的速度和剪切速率的變化趨勢(shì),計(jì)算擠出脹大比等數(shù)據(jù)。
3結(jié)果分析
3.1速度場(chǎng)分析
共混物擠出口模的過程中,受到壁面無滑移條件的影響,口模中熔體流動(dòng)速率的梯度分布是發(fā)生擠出脹大的重要因素,尤其是擠出口模徑向方向上的速度梯度。
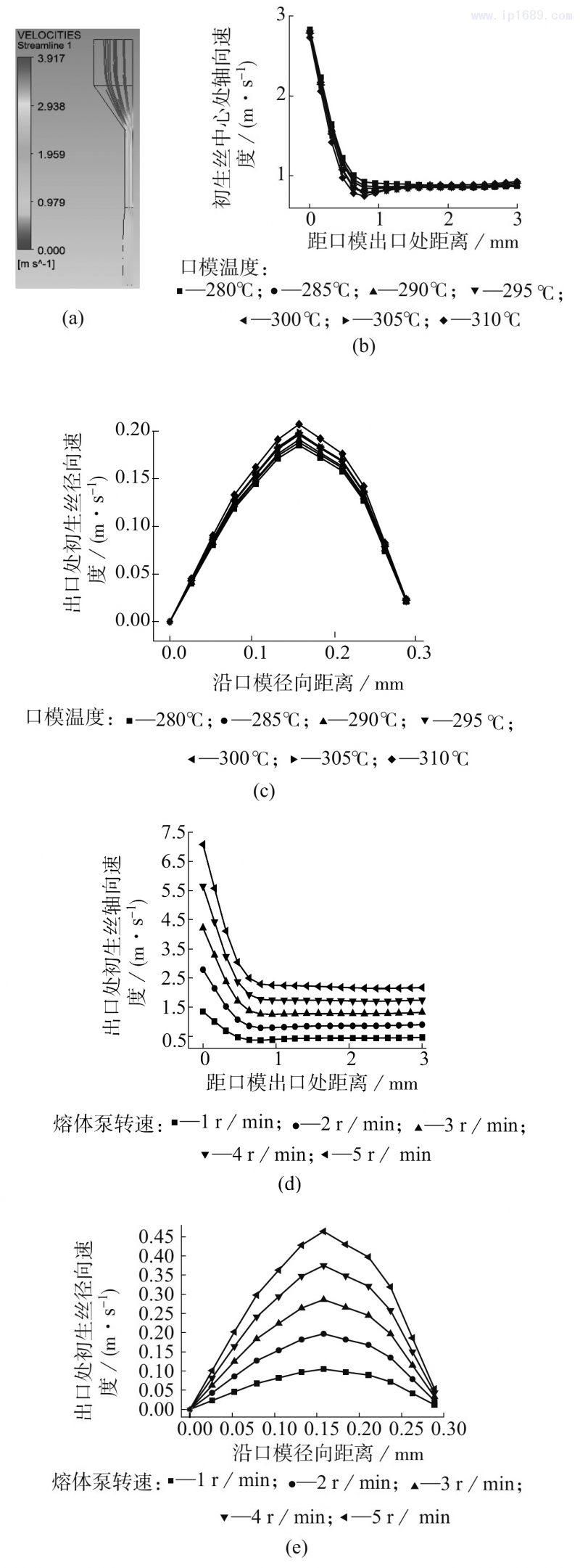
圖4是初生絲速度分布圖。口模內(nèi)物料的軸向流動(dòng)在失去壁面的束縛后,在口模外表現(xiàn)為軸向流動(dòng)和徑向流動(dòng)的疊加,從而產(chǎn)生明顯的擠出脹大現(xiàn)象(如圖4a所示)。不同加工溫度、不同熔體泵轉(zhuǎn)速下擠出口模的軸向速度和徑向速度分布變化情況如圖4b~圖4e所示。由圖4b和圖4d可以看出,不同溫度和轉(zhuǎn)速下,物料在流出擠出口模的瞬間,軸向方向的速度急劇降低,根據(jù)公式(2)中的動(dòng)量方程可以分析得出,此時(shí)物料的流動(dòng)由口模內(nèi)的軸向流動(dòng)轉(zhuǎn)變?yōu)閺较蛄鲃?dòng)和軸向流動(dòng)的疊加,如圖4c和圖4e所示,而且擠出口模溫度和計(jì)量泵轉(zhuǎn)速越高徑向速度越大,這主要是因?yàn)槲锪显诳谀V辛鲃?dòng)發(fā)生較高程度的取向,但是在離開口模后,失去口模的束縛,分子鏈發(fā)生解取向?qū)е碌膹椥曰謴?fù)現(xiàn)象;在離開口模一段時(shí)間后,分子鏈的解取向過程逐漸結(jié)束,徑向速度逐漸減小,幾乎變?yōu)?,此時(shí)物料的流動(dòng)主要表現(xiàn)為軸向流動(dòng),即圖4b和圖4d中距口模出口0.5mm的位置,軸向速度急劇增大的現(xiàn)象,相應(yīng)地,當(dāng)徑向流動(dòng)停止后擠出物的直徑就不再發(fā)生變化。
a—初生絲擠出口模過程中速度分布流線圖;
b—熔體泵轉(zhuǎn)速為2r/min時(shí),不同口模溫度下初生絲中心處的軸向
速度分布;c—熔體泵轉(zhuǎn)速為2r/min時(shí),不同口模溫度下出口處初
生絲徑向速度分布;d—口模溫度為300℃時(shí),不同熔體泵轉(zhuǎn)速下初生
絲中心處的軸向速度分布;e—口模溫度為300℃時(shí),不同熔體泵轉(zhuǎn)速
下出口處初生絲徑向速度分布
圖4初生絲速度分布圖
3.2剪切速率場(chǎng)分析
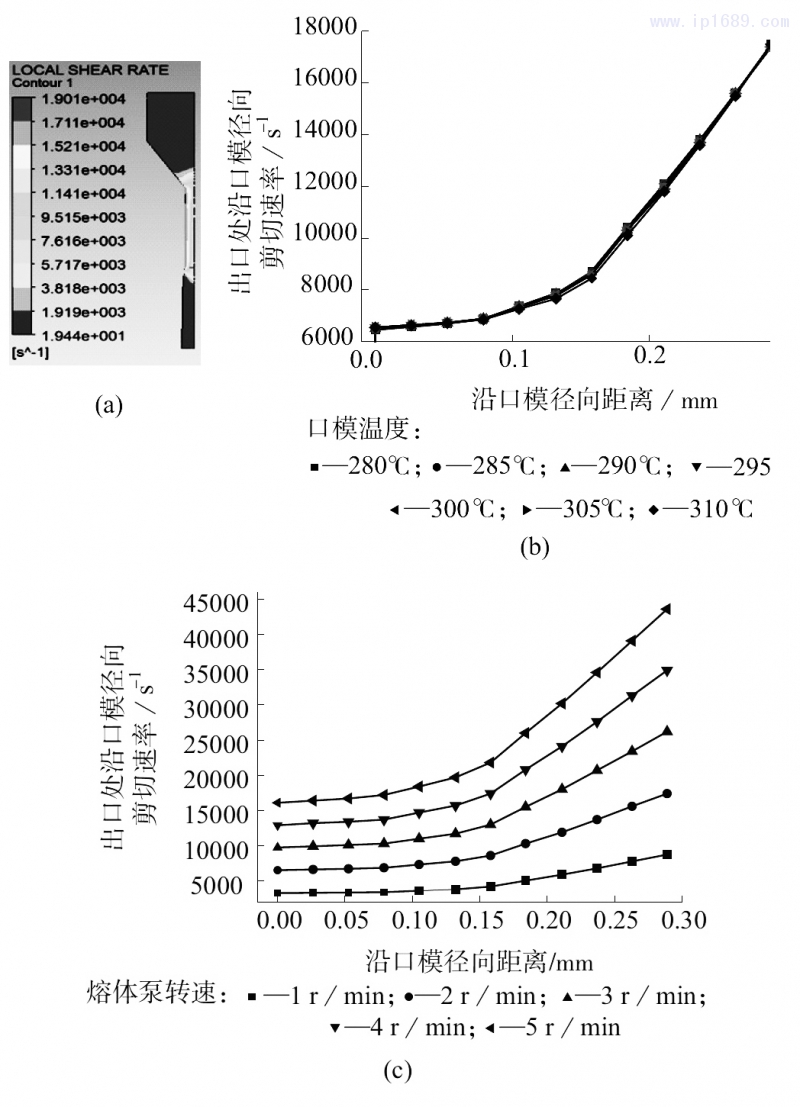
剪切速率的分布對(duì)分子鏈的取向和解取向過程有很大的影響。圖5為初生絲剪切速率分布圖。由圖5a可見,受到口模壁面的作用,徑向方向上的速度梯度較大,因此近壁面處物料受到的剪切速率最大,而在口模中心處,徑向方向上速度梯度小,口模中心處的剪切速率也減小。共混物料流出擠出口模后,物料的流動(dòng)由口模內(nèi)的軸向流動(dòng)變?yōu)榭谀M獾妮S向流動(dòng)和徑向流動(dòng)的疊加,因此在擠出口模后,由于沒有了壁面的作用,初生絲外壁面處的剪切速率最小,但是受到徑向流動(dòng)的影響,剪切速率由中心沿徑向方向逐漸減小,直至徑向方向上的速度變?yōu)?,剪切速率變成均勻分布。由圖5b和圖5c可看出,熔體泵的轉(zhuǎn)速不變時(shí),隨著溫度的升高,最大剪切速率值沿徑向方向幾乎沒有發(fā)生變化,而在溫度不變時(shí),隨著熔體泵轉(zhuǎn)速的增大,剪切速率在徑向方向上的分布成比例的增大,說明物料擠出口模的過程中速度梯度是影響剪切速率的主要因素。圖5c可以看出,熔體泵轉(zhuǎn)速越大,口模內(nèi)最大剪切速率和最小剪切速率的差值越大,說明在離開口模后,沒有了壁面的約束,初生絲外壁面處剪切速率發(fā)生突變,但是中心處的剪切速率受到熔體的黏性作用,無法發(fā)生突變,因此剪切速率由梯度分布變?yōu)榫鶆蚍植嫉臅r(shí)間更長(zhǎng),擠出脹大現(xiàn)象更明顯。
a—初生絲擠出口模過程中剪切速率分布云圖;b—2r/min時(shí),不同
口模溫度下出口處初生絲徑向剪切速率分布;c—300℃時(shí),不同熔體
泵轉(zhuǎn)速下出口處初生絲徑向剪切速率分布
圖5初生絲剪切速率分布圖
3.3擠出脹大現(xiàn)象分析
擠出脹大現(xiàn)象一般利用擠出脹大比來表征,此處將流出擠出口模后的初生絲直徑和口模截面直徑之比定義為擠出脹大比,其計(jì)算方法如式(4)所示。
式中:B——擠出脹大比;
D——初生絲截面直徑;
D0——擠出口模截面直徑。
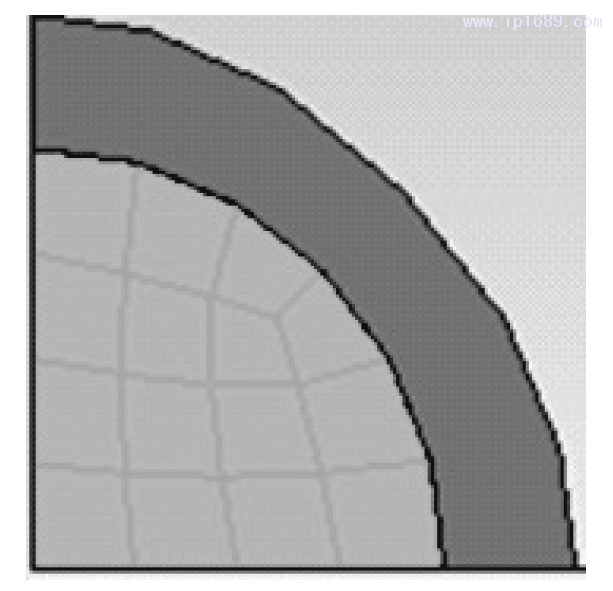
紡絲過程中的擠出脹大現(xiàn)象,直觀地表現(xiàn)為初生絲的直徑大于擠出口模的直徑,但是受到口模溫度、熔體泵轉(zhuǎn)速等工藝參數(shù)的影響,擠出脹大率會(huì)發(fā)生較大的變化。圖6為常見擠出脹大現(xiàn)象示意圖(1/4部分),其中內(nèi)圈表示擠出口模,外圈表示初生絲。
圖6紡絲過程中擠出脹大現(xiàn)象示意圖
(1)口模溫度對(duì)擠出脹大比的影響。
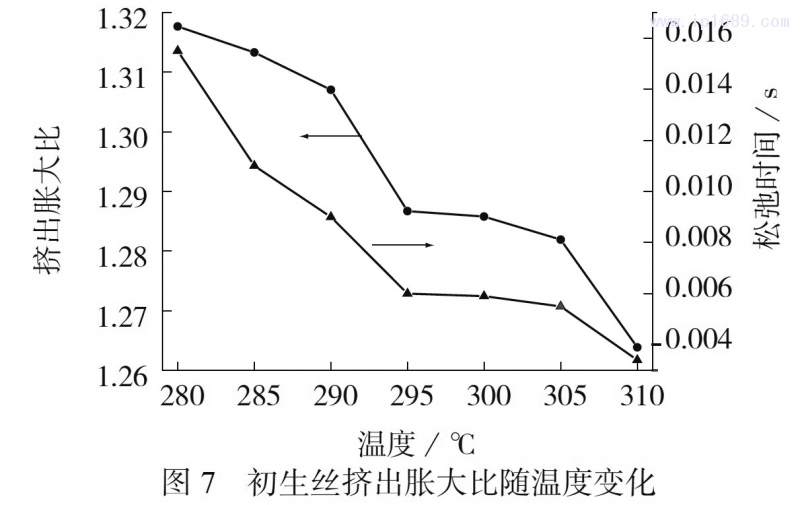
紡絲過程中,擠出口模的溫度是重要的工藝參數(shù),直接影響了物料的塑化狀況及分子鏈的取向及解取向狀況。圖7為初生絲擠出脹大比隨溫度變化。由圖7可見,隨著溫度的升高,初生絲的擠出脹大比呈下降趨勢(shì),由280℃時(shí)的1.318降低到310℃的1.264,而且其減小趨勢(shì)與物料松弛時(shí)間的減小趨勢(shì)幾乎相當(dāng)。這主要是因?yàn)樵诠潭ㄈ垠w泵轉(zhuǎn)速的情況下,物料流經(jīng)擠出口模的時(shí)間是相同的,而松弛時(shí)間的減小會(huì)使口模中取向的分子鏈更快地解取向,即在口模內(nèi)已經(jīng)發(fā)生解取向;此時(shí),聚合物分子鏈的運(yùn)動(dòng)能力明顯增大,熔體在流動(dòng)過程中儲(chǔ)存的形變能明顯減小,彈性特性減弱,因此溫度越高,離開擠出口模的初生絲取向度越低,初生絲因解取向而發(fā)生彈性恢復(fù)的可能性越小,擠出脹大現(xiàn)象越不明顯,擠出脹大比越小。
圖7初生絲擠出脹大比隨溫度變化
(2)熔體泵轉(zhuǎn)速對(duì)擠出脹大比的影響。
熔體泵轉(zhuǎn)速對(duì)初生絲擠出脹大的影響主要表現(xiàn)為:熔體泵轉(zhuǎn)速的增加在一定程度上增大了口模徑向方向的速度梯度,從而增大了分子鏈的取向度;熔體泵轉(zhuǎn)速的增大使物料在擠出口模中的停留時(shí)間減小,使分子鏈在擠出口模內(nèi)部發(fā)生解取向的可能性減小。
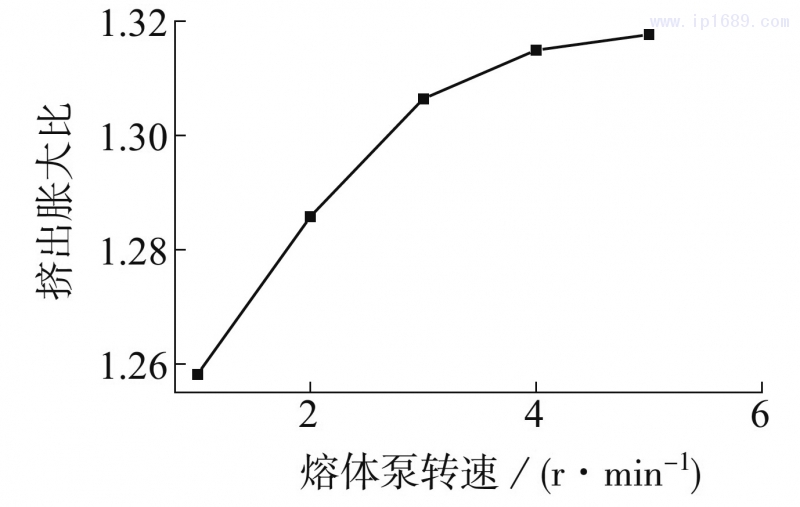
圖8為初生絲擠出脹大比隨熔體泵轉(zhuǎn)速變化。由圖8可見,隨著熔體泵轉(zhuǎn)速的增加,擠出脹大比逐漸增大,由轉(zhuǎn)速為1r/min的1.258增大到5r/min的1.318。擠出脹大比隨熔體泵轉(zhuǎn)速的增大而增大,這是因?yàn)椋阂环矫妫垠w泵轉(zhuǎn)速的增大使擠出口模徑向方向的速度梯度增大,如圖4e所示,微觀上,徑向速度梯度的分布增大了大分子鏈之間的內(nèi)摩擦,內(nèi)摩擦力使聚合物大分子鏈沿軸向方向取向,而且一定程度上速度梯度越大,內(nèi)摩擦越大,分子鏈取向越明顯,離開口模后的回彈現(xiàn)象越嚴(yán)重,擠出脹大現(xiàn)象越明顯;宏觀上,徑向速度梯度的分布使口模內(nèi)部物料受到的剪切速率增大,導(dǎo)致物料內(nèi)部的法向應(yīng)力差增大,擠出脹大比也增大。另一方面,熔體泵轉(zhuǎn)速的增大使物料在口模的停留時(shí)間減小,但是相同時(shí)間聚合物熔體的松弛時(shí)間是不變的,因此停留時(shí)間的減小使取向的分子鏈在口模中發(fā)生解取向的可能性減小,也就是說,在一定范圍內(nèi),熔體泵轉(zhuǎn)速越大,聚合物熔體在口模內(nèi)的停留時(shí)間越短,聚合物大分子鏈在口模內(nèi)的解取向程度越小,擠出口模后初生絲的回彈能力越強(qiáng),擠出脹大現(xiàn)象越明顯,擠出脹大比越高。可以看出,速度梯度分布和停留時(shí)間對(duì)于PE-UHMW/PE-HD共混物熔融紡絲過程中的擠出脹大現(xiàn)象具有雙重作用。
圖8初生絲擠出脹大比隨熔體泵轉(zhuǎn)速變化
4結(jié)論
通過數(shù)值模擬分析PE-UHMW/PE-HD共混物紡絲過程中初生絲在不同溫度和不同熔體泵轉(zhuǎn)速下的物料流動(dòng)狀況,可得到以下結(jié)論:
(1)在一定的溫度范圍內(nèi),初生絲的擠出脹大比隨擠出口模溫度的升高而降低,由1.318(280℃)減小到1.264(310℃);
(2)在一定的熔體泵轉(zhuǎn)速內(nèi),初生絲的擠出脹大比隨熔體泵轉(zhuǎn)速的增加而增大,由1.258(1r/min)增大到1.318(5r/min)。
參考文獻(xiàn):
[1] 陳利民.超高分子量聚乙烯纖維在防彈材料上的應(yīng)用[J].工程塑料應(yīng)用,1995,23(6):31–34.
[2] 甄萬清,王慶昭,吳進(jìn)喜,等.熔融紡絲法制備UHMWPE/MMT復(fù)合纖維的研究[J].合成纖維,2011,40(3):5–9.
[3] Liang J Z. Effects of extrusion conditions on die-swell behavior of polypropylene/diatomite composite melts[J]. Polymer Testing,2008,27(8):936–940.
[4] 黃偉,王曉春,楊中開,等.UHMWPE/聚烯烴共混物的性能及其熔融紡絲研究[J].合成纖維工業(yè),2015,38(6):43–48.
[5] 鄭艷超,楊中開,王曉春,等.熔紡PE-UHMW/聚烯烴共混體系及其纖維結(jié)構(gòu)性能研究[J].北京服裝學(xué)院學(xué)報(bào):自然科學(xué)版,2017(1):8–17.
[6] 王非.高密度聚乙烯改性超高分子量聚乙烯熔融紡絲的研究[D].北京:北京化工大學(xué),2017.
[7] Doufas A K,Mchugh A J,Miller C. Simulation of melt spinning including flow-induced crystallization:Part I.Model development and predictions[J]. Journal of Non-Newtonian Fluid Mechanics,2000,92(1):27–66.
[8] 鄧小珍,柳和生,黃益賓,等.非等溫氣輔共擠出脹大的三維粘彈數(shù)值模擬[J].高分子材料科學(xué)與工程,2013,29(3):169–172.
[9] 李萍.聚合物氣體輔助擠出成型工藝及數(shù)值模擬[D].哈爾濱:哈爾濱理工大學(xué),2010.
[10] 徐妍清.聚合物圓管氣輔擠出數(shù)值模擬與口模設(shè)計(jì)[D].南昌:南昌大學(xué)2015.
[11] 何建濤.塑料異型材氣輔共擠數(shù)值模擬與實(shí)驗(yàn)研究[D].南昌:南昌大學(xué),2014.
[12] 曹義.熔融紡絲組件熔體流動(dòng)數(shù)值分析及其結(jié)構(gòu)設(shè)計(jì)優(yōu)化研究[D].上海:東華大學(xué),2006.
[13] Wang Fei,Liu Lichao,Xu Ping,et al. Crystal structure evolution of UHMWPE /HDPE blend fibers prepared by melt spinning[J].Polymers,2017,9(12):doi.org/10.3390/polym9030096.


















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...













